Le poste de charge n° 52
Introduction
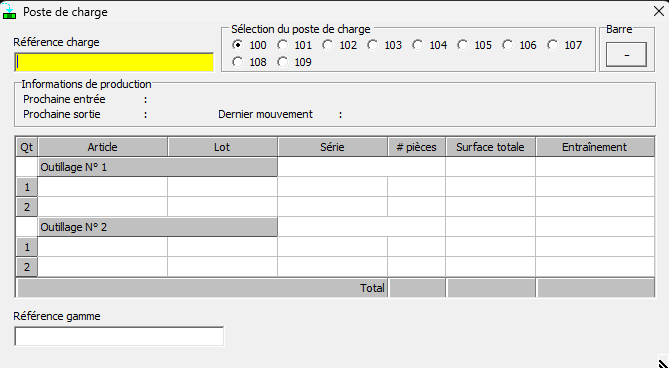
Le poste de charge n°52 est le poste de charge à utiliser pour les machines de traitement de surfaces en général car il contient toutes les options possibles existantes sur les postes de charge.
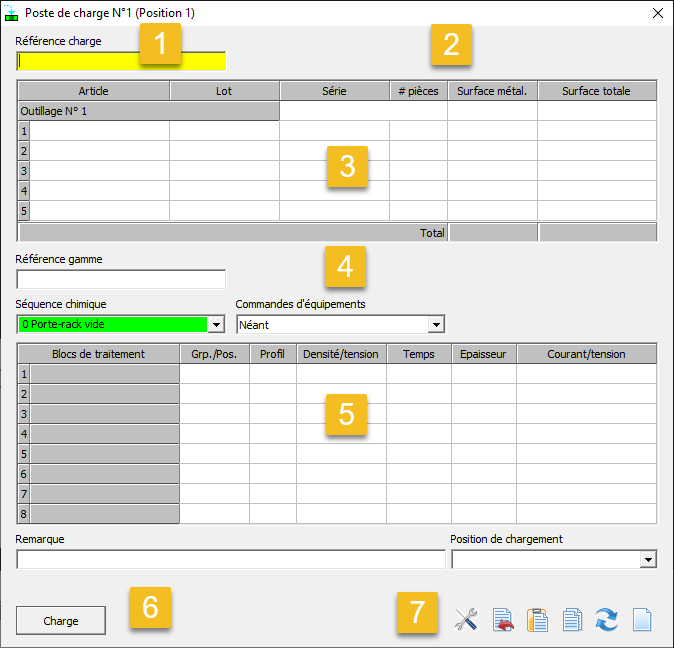
- Sélection de la référence à charger.
- Zone dédiée à la sélection du poste de charge.
- Tableau des articles et outillages
- Zone dédiée à la sélection de fonctions spéciales
- Tableau des blocs de traitement
- Zone des commandes de charge et décharge
- Zone des icônes de commande.
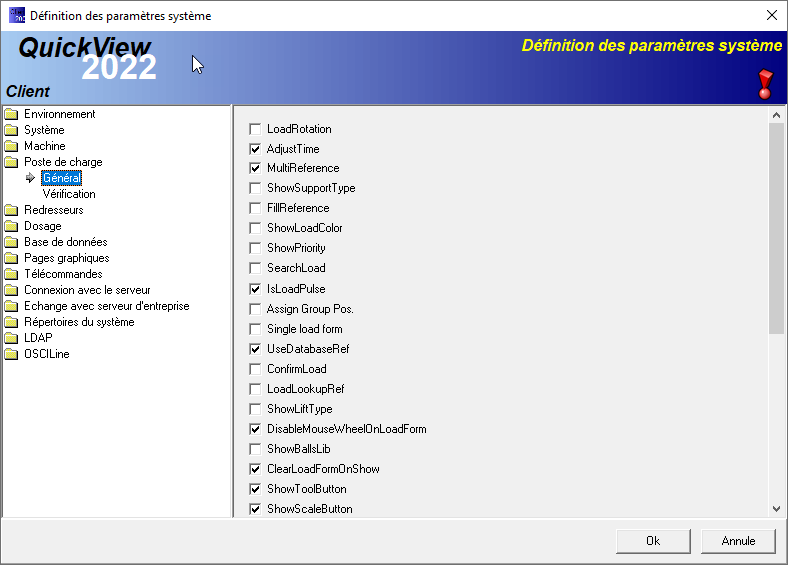
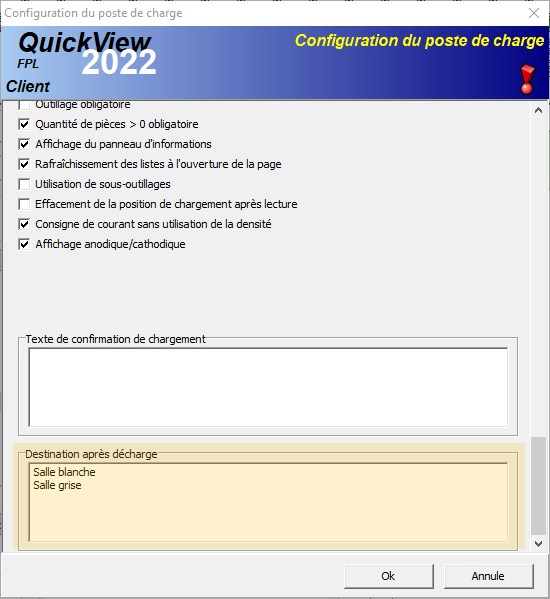
La configuration du poste de charge est effectuée à l’aide de mots clef. Ces mots clef sont éditables dans le fichier VKWinQV.ini dans la section [PDC] (ou au travers de l'icône "Options" du poste de charge)
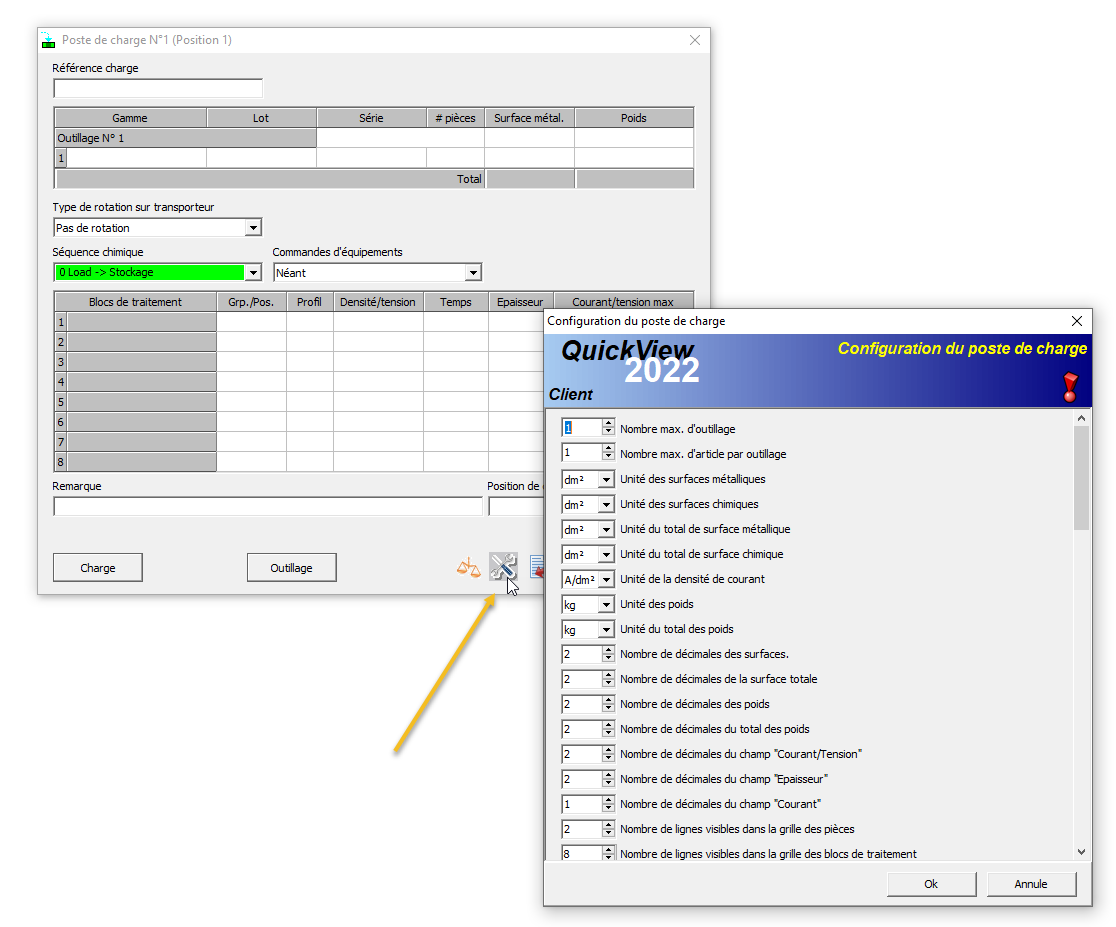
ou au travers de la boîte de dialogue “Settings” de QuickView.
Les supports de pièces
Les supports de pièces correspondent aux outils utilisés sur la machine pour stocker les pièces sur le porte rack. Sur certaines machines, il sera possible de travailler avec divers supports de pièces. Dans ce cas, il est important de pouvoir indiquer au système quel type de support est utilisé. Ceci se fait au travers d'un combobox permettant de choisir le type de support. Pour afficher cet élément, la case à cocher [Settings][General]ShowSupportType doit être cochée.
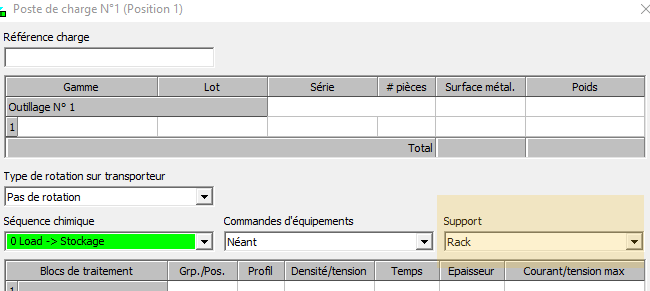
La liste des supports est fixe et permet le choix entre: Rack, Tonneau ou Vibreur
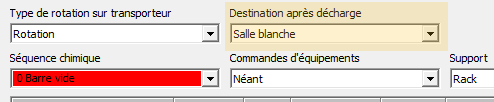
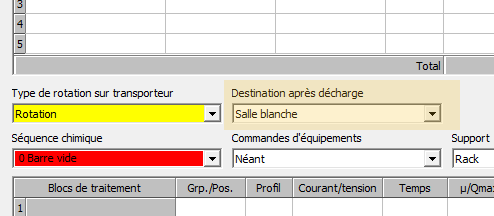
La rotation sur le transporteur
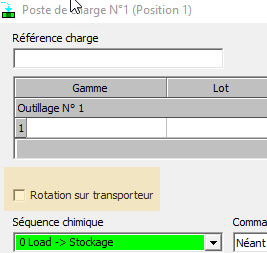
Lorsque le support "Tonneau" est utilisé, il faut certaines fois pouvoir sélectionner si celui-ci doit tourner sur les transporteurs lorsque le tonneau est en l'air par le transporteur. Si uniquement le fait de tourner ou pas est exigé alors la case à cocher [Settings][General]LoadRotation permettra de pouvoir sélectionner cette fonction sur le poste de charge
Dans le cas où un type de rotation devait être sélectionner, la case à cocher [Settings][General]LoadRotationType affichera un combobox permettant un choix entre divers types de rotation.
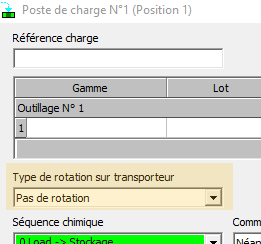
Les types de rotations possibles sont:
- Pas de rotation
- Rotation continue jusqu'à destination
- Depuis le début du temps d'égouttage jusqu'en haut
- Depuis le début du temps d'égouttage jusqu'à destination
- Depuis la fin du temps d'égouttage jusqu'en haut
- Depuis la fin du temps d'égouttage jusqu'à destination
- Depuis le bas jusqu'à l'arrêt pour égoutter
- Depuis le bas jusqu'à la fin du temps d'égouttage
- Depuis le bas jusqu'en haut
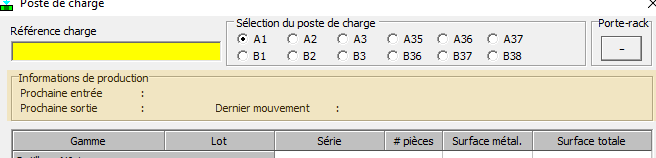
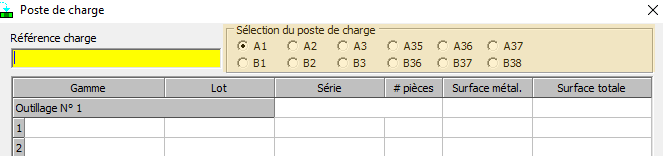
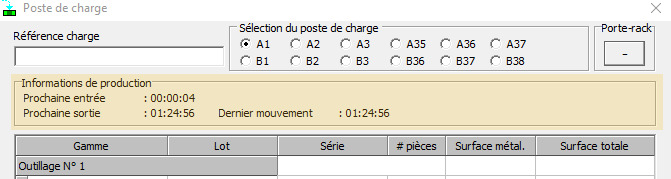
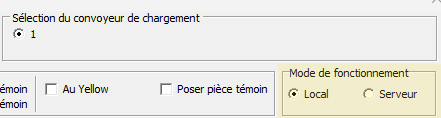
Sélection du poste de charge
Lorsque la machine est équipé de plusieurs postes de charge, il est possible soit d'utiliser une boîte de dialogue pour chaque poste de charge ou une boîte de dialogue gérant tous les postes de charge. Pour choisir cette fonctionnalité, il faut cocher la case à cocher [Settings][General]SingleLoadForm. Le choix des poste de charge est alors affiché sur le haut de la boîte de dialogue.
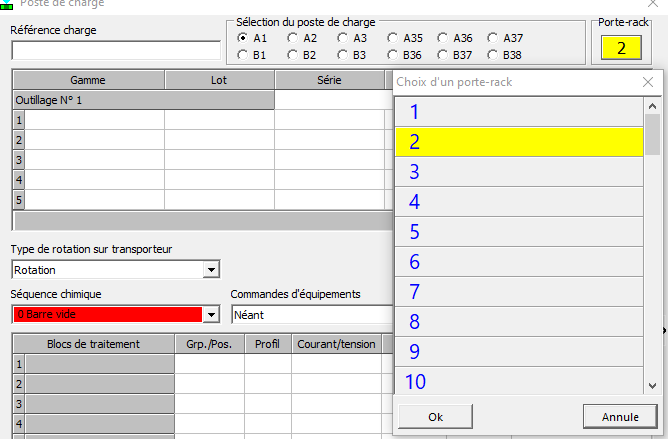
Sélection du numéro de porte-rack
En général, les portes-rack d'une machine sont numérotés. Pour permettre le suivi de leur utilisation, il est possible d'afficher une zone de sélection à l'aide de la case à cocher [Settings][General]ShowVirtualJig.

Pour choisir le numéro de porte-rack, cliquez sur le bouton [Porte-rack], la liste des portes-racks s'affiche.
Travail avec une gare virtuelle
Il est possible de préparer des charges dans une gare virtuelle et les charger dans la machine une fois le chariot inséré dans le poste de charge. Cette gare virtuelle permet de choisir une charge plutôt qu'une autre selon les informations affichées sur le panneau latéral.
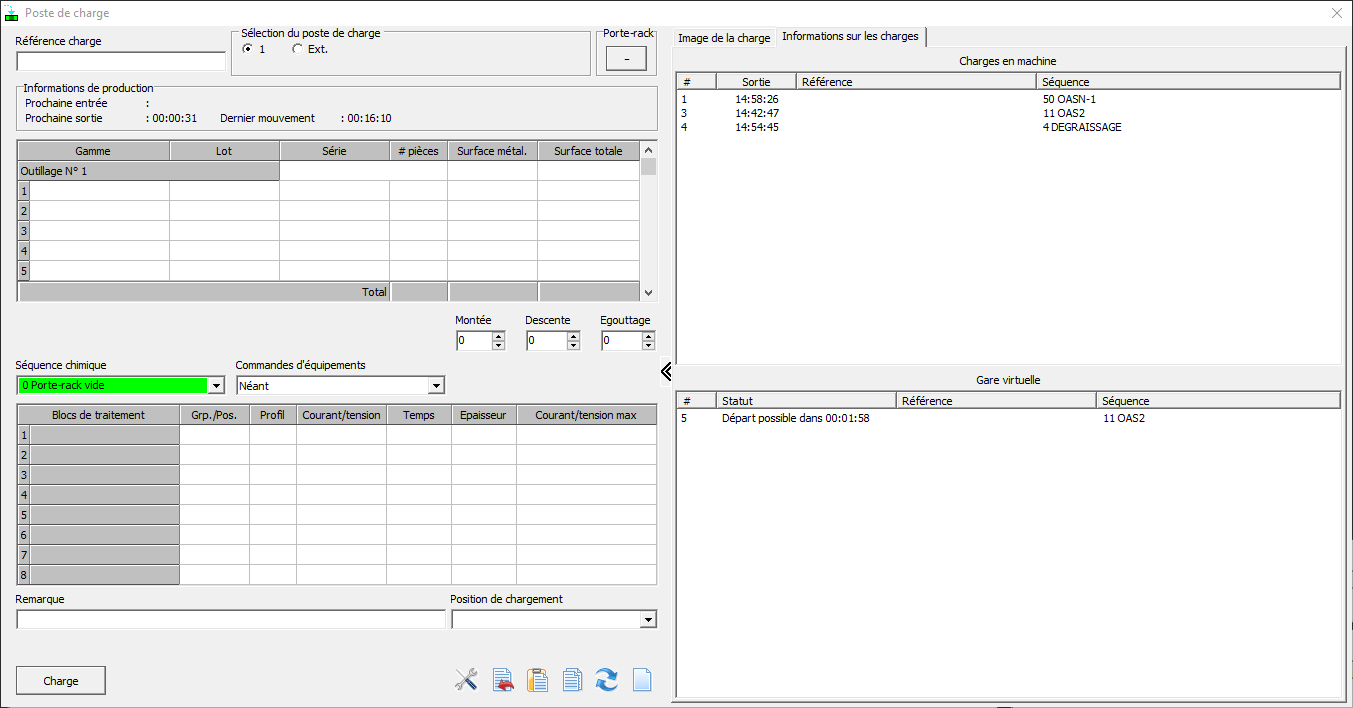
Le panneau latéral affiche en-haut les charges en cours dans la machine et en bas les charges dans la gare virtuelle. Pour définir une gare virtuel il faut définir un poste de charge virtuel dans la définition des postes de charge dans le fichier io.ini;
[Load2]
Position=EXT
mode=60
StackBuffer=15Position=EXT indique que le chargement se fait dans la gare virtuelle. Mode=60 indique le mode de fonctionnement en gare virtuelle. StackBuffer=15 indique le nombre de positions maximum dans cette gare virtuelle.
Pour permettre un fonctionnement en gare virtuelle il faut donc:
- Activer le panneau latéral.
- Activer la sélection du numéro de porte-rack
- Définir le poste de charge extérieur
Les informations de production
Il est possible d'afficher l'heure du prochain départ, l'heure de la prochaine sortie et l'heure du dernier mouvement. Pour afficher ceci, il faut cocher la case [PDC]"Affichage des informations de production".
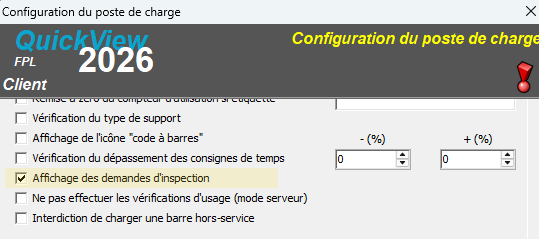
Inspections
Lorsque des inspections sont définies dans IO.ini, il est possible de les afficher dans un bloc.
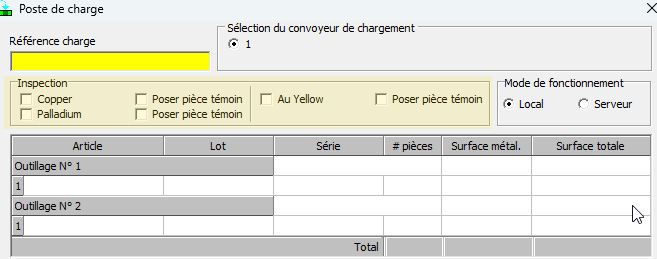
Pour les inspections de type 0 et 1, l'opérateur doit indiquer quelles inspections devront être réalisées ou si des pièces témoin doivent être ajoutées lors de l'inspection.
Pour afficher ces informations, la case ci-dessous doit être activée:
Mode de fonctionnement
Lorsque le système peut travailler en local ou avec le serveur d'entreprise, le bloc "Mode de fonctionnement" s'affiche.
Destination après la décharge
Sur certaines machines équipées de tapis ou de robot à la décharge, il faut indiquer la destination des pièces après avoir été déchargées. Pour afficher la destination, il faut cocher la case [Settings][General]ShowUnloadDest
La liste des destinations possibles est définie dans [PDC]"Destination après décharge":
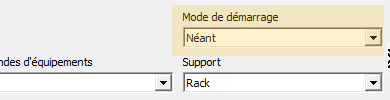
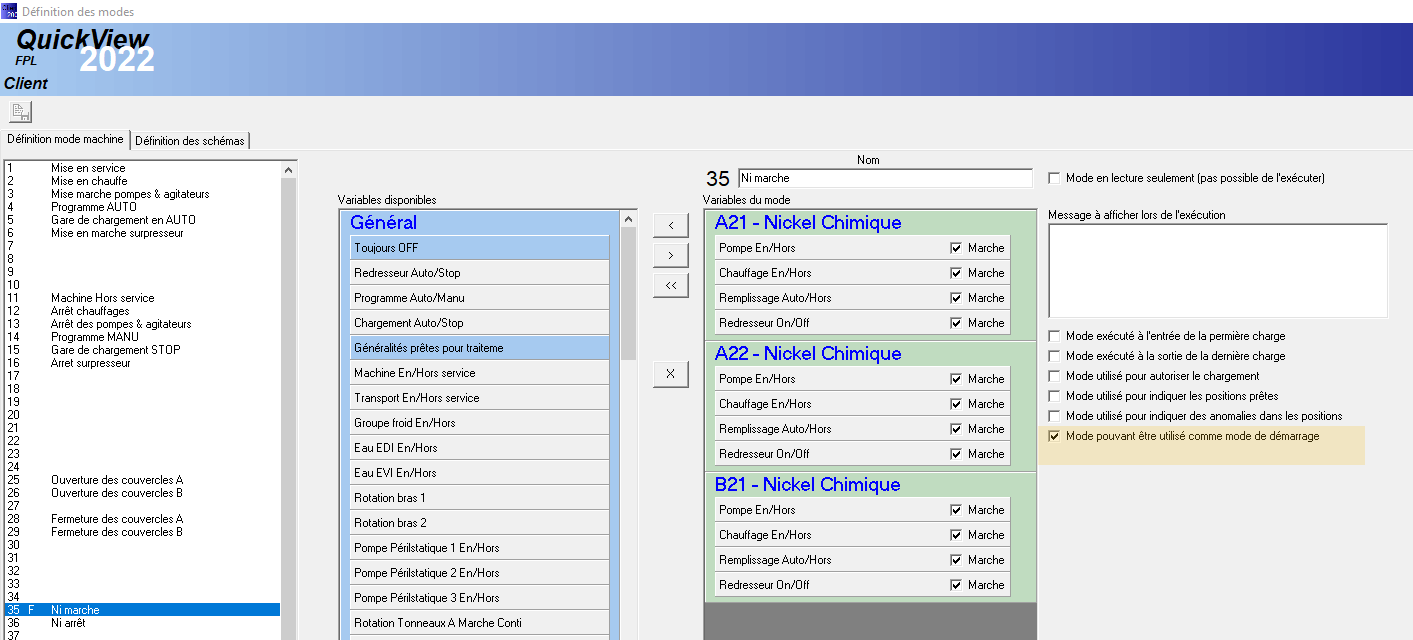
Mode de démarrage
Sur certaines machines, il peut être demandé d'enclencher ou déclencher des équipements lorsque certaines pièces sont chargées. Pour pouvoir faire ceci, les modes machine sont utilisés. Pour sélectionner un mode de démarrage, la case à cocher [Settings][General]ShowStartMode est utilisée.
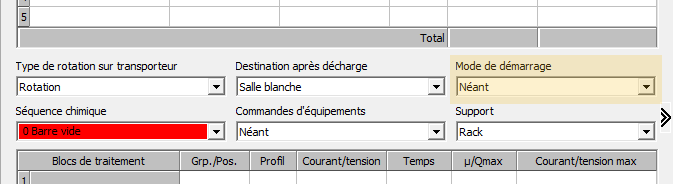
Le combobox affichera la liste de tous les modes ayant la case "mode pouvant être utilisé comme mode de démarrage" cochée.
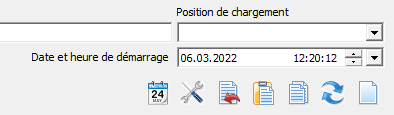
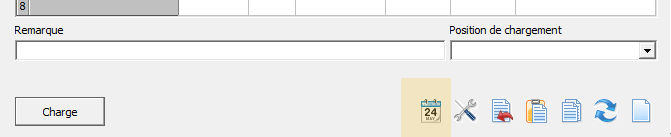
Sélection de l'heure de chargement
Sur certaines machines équipées d'une gare de chargement, il est possible de sélectionner une heure de démarrage. Pour permettre cette fonctionnalité, il faut cocher la case [Settings][General]ShowStartDateTime. Lorsque celle-ci est cochée, l'icône "Calendrier" est affichée dans la zone des icônes de commande.
En cliquant sur cette icône, le mode de démarrage sur calendrier est activé ou désactivé. Lorsque le mode de démarrage sur calendrier est sélectionné, le choix de la date et de l'heure de départ est affiché.
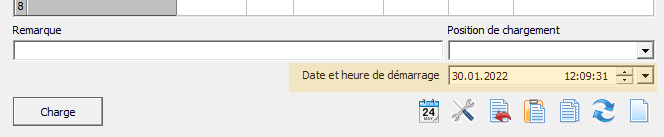
Si la date et l'heure sont affichées alors lorsque l'utilisateur cliquera sur le bouton [Charge], cette date et cette heure seront utilisées pour démarrer la charge en production. Si ceux-ci ne sont pas affichés alors la charge démarrera tout de suite lorsque l'état de la machine le permettra.
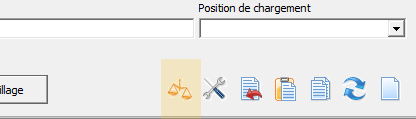
Utilisation d'une balance
Certaines machines sont équipées d'une balance au poste de charge permettant de peser la quantité de pièce introduite principalement dans des tonneaux. Pour permettre l'utilisation d'une balance, la case à cocher [Settings][General]ShowScaleButton doit être activée. Une I/O doit être définie dans la définition du poste de charge IO.ini[Load1]WeightIO=n° d'I/O. Cette I/O doit contenir le poids retourné par la balance. Lorsque tout ceci est défini, l'icône "Balance" s'affiche dans les icônes de commande.
Lorsqu'un article a été introduit et que le nombre de pièces n'est pas encore défini, il est possible de cliquer sur l'icône "Balance" et la boîte de dialogue suivante s'affiche:
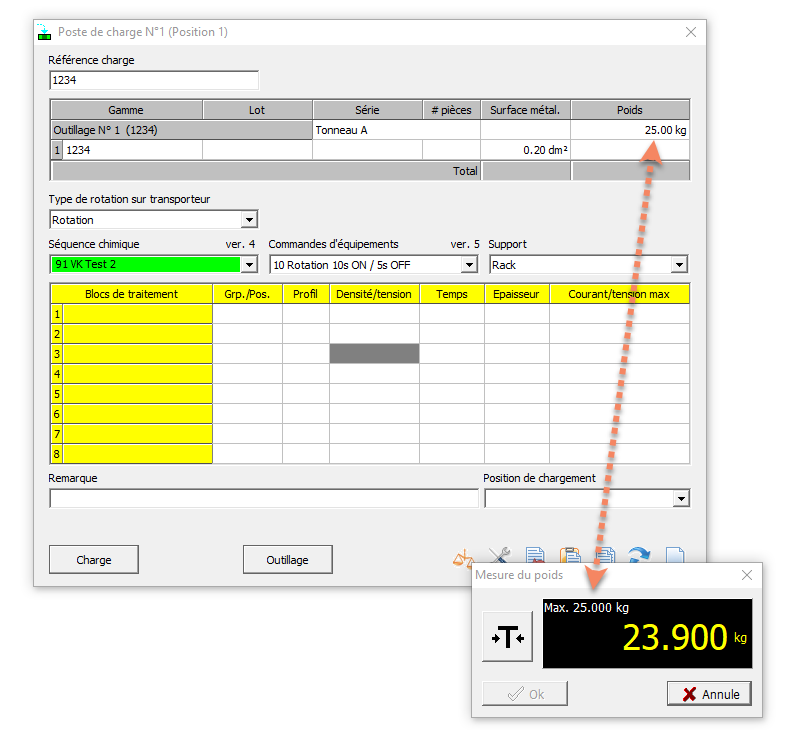
Le poids max affiché dans la boîte correspond au poids maximum autorisé pour l'outillage. Cela veut dire qu'il est obligatoire d'introduire un type d'outillage avant de pouvoir peser des pièces.
Lors de l'ouverture de la boîte de dialogue, le poids affiché correspond en général au poids du tonneau et du porte-rack. L'utilisateur doit alors effectuer un tarage de la balance en cliquant sur le bouton [T]. Une fois taré, le poids s'affiche en vert, l'information NET est affichée en-dessous du poids et le bouton [Ok] devient actif.
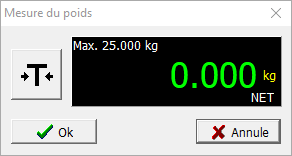
Il faut ensuite ajouter les pièces désirées dans le tonneau. Le poids affiché correspond maintenant au poids réel des pièces chargées. Pressez sur le bouton [OK] pour terminer la pesée. Le nombre de pièces est alors calculé et mis à jour dans le tableau des pièces.
Le tableau des pièces
Le tableau des pièces permet l'introduction des données des pièces chargées sur la machine. Il est partiellement configurable à l'aide de la boîte de dialogue des options du poste de charge.
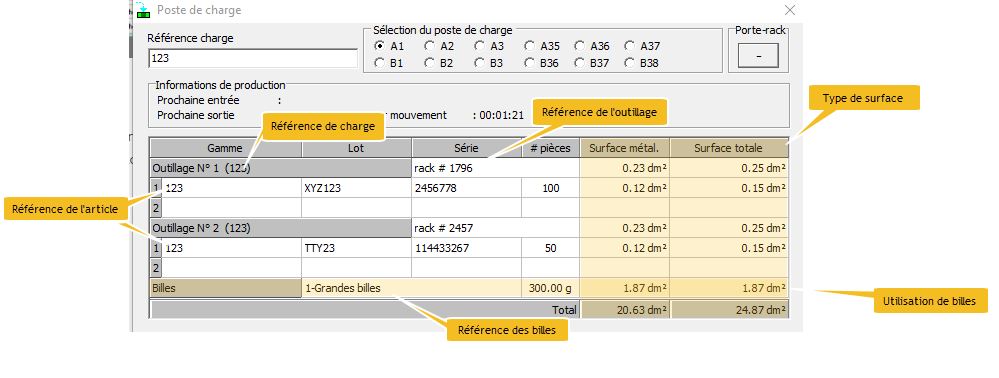
Le tableau ci-dessus indique que 2 outillages (rack #1796 et rack # 2457) sont chargés respectivement avec 100 pièces de l'article ayant la référence 123 et 50 pièces du même article. Ces deux outillages ont chacune une surface métallique de 0.23 dm² ainsi qu'une surface totale de 0.25 dm². 300 gammes de billes ont été ajoutés à la charge ce qui représente une surface de 1.87 dm². La surface métallique total est de 20.63 dm² (0.23 + 100x0.12 + 0.23 + 50x0.12 +1.87) et la surface chimique totale est de 24.87 dm².
Type de surface
Le type de surface affichée est sélectionnable dans [PDC]"Type de surface". Les types suivants sont possibles:
- Surface métallique et surface totale
- Surface avant et surface arrière (utilisé principalement dans le chargement de circuits imprimés)
- Surface métallique et poids
- Surface métallique
- Surface avant, surface arrière et surface totale
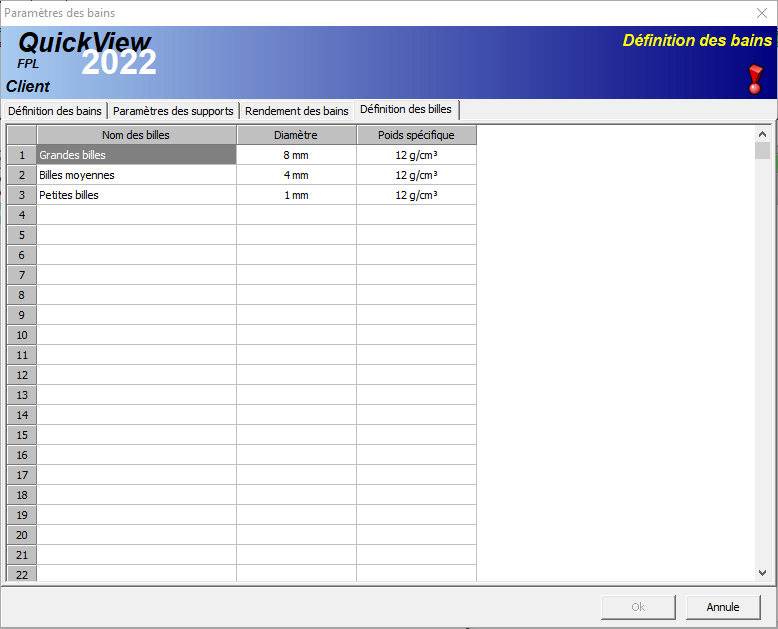
Utilisation de billes de contact
Lorsque des tonneaux sont utilisés, il est fréquent d'ajouter aux pièces des billes de contact. Le nombre de bille n'étant pas connu, l'utilisateur introduit le poids de ces billes. La surface ainsi ajoutée est calculée automatiquement. Pour afficher la ligne correspondant aux billes, il faut cocher la case [Settings][General]ShowBallsLib. Lorsque cette option est définie, l'onglet [Définition des billes] de la boîte de dialogue "Définition des bains" devient apparent.
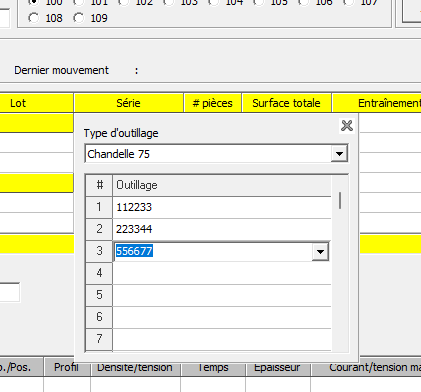
Quantité d'outillages
Certaines fois, il est demandé de mentionner le nombre d'outillages de même type chargé sur un porte-rack. Dans ce cas, la quantité d'outillage est affichée devant le nom de l'outillage.
Le champ correspondant au nom de l'outillage devient le type d'outillage. Il est possible d'introduire le numéro de chaque outillage en cliquant sur le champ du type d'outillage. Une boîte de dialogue s'affiche:
Nombre de lignes de données du tableau
Il est possible d'indiquer le nombre de lignes de données affichées dans [PDC]"Nombre de lignes visibles dans la grille des pièces". Si le nombre sélectionné est plus petit que le nombre réel de lignes possibles, un ascenseur vertical sera affiché à droite du tableau permettant la navigation. Le tableau peut être composé de maximum 4 outillages ([PDC]"Nombre max. d'outillages") pouvant contenir chacun 5 articles ([PDC]"Nombre max. d'articles par outillage"). Les unités utilisés ainsi que le nombre de décimales affichés sont également définissable dans [PDC].
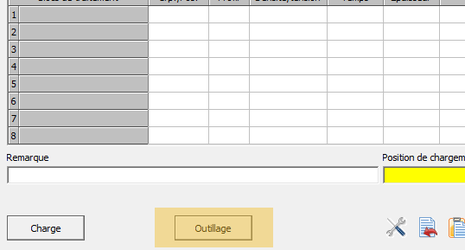
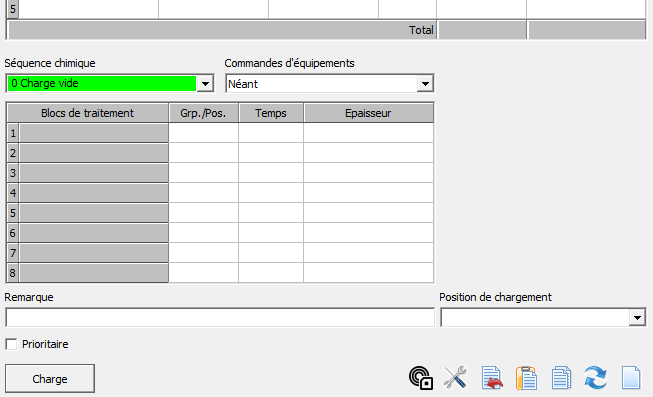
Le tableau des blocs de traitement
Les blocs de traitement sont en général utilisés pour modifier certains paramètres comme : la densité de courant, le temps de traitement, l'épaisseur, le profil de courant ou une position d'un groupe. Il peut être défini jusqu'à 8 blocs de traitements par séquence. Un bloc de traitement est défini lorsque l'option "Charge" est défini dans la colonne [Variable] de la définition des séquences. Par défaut, les 8 blocs possibles sont affichés mais il est possible de réduire ce nombre pour diminuer la surface utilisée par la boîte de dialogue du poste de charge. Le nombre de lignes affichées se défini dans [PDC]"Nombre de lignes visibles dans la grille des blocs de traitement". Il est possible d'introduire 0 dans cette option pour cacher le tableau complètement (aucun bloc utilisé dans la machine).
Lorsqu'aucun redresseur n'est configuré dans la machine, le tableau des blocs de traitement est raccourcis des colonnes utilisées par les redresseurs.
Les contrôles en sortie
Certaines fois, il est demandé à l'opérateur de faire certains contrôles lorsque les charge sont sorties de la machine. Lorsque cette option est activée, le panneau d'information contient un nouvel onglet "Contrôles à la sortie".
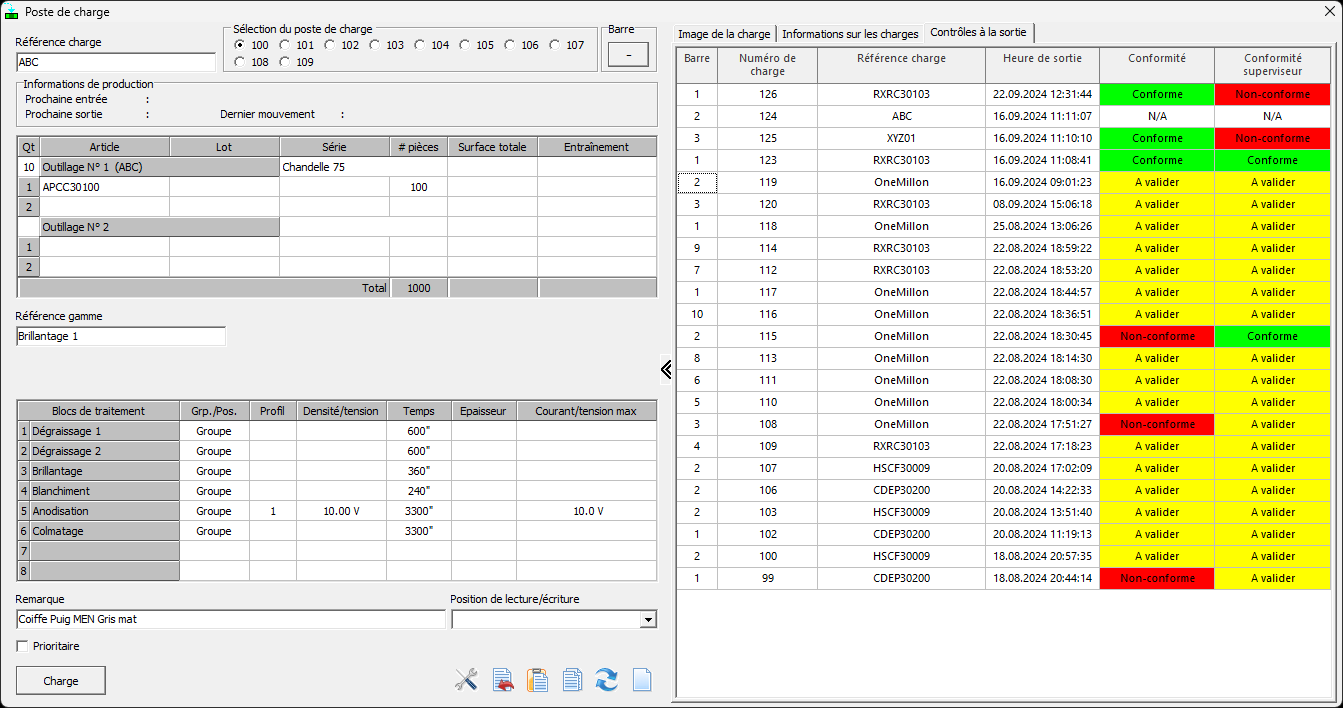
La table affichée dans cet onglet montre les n dernières charges déchargées de la machine. Lorsque des contrôles sont demandés, 2 colonnes indiquent le résultat des contrôles s'ils ont été effectués ou s'ils doivent être effectués. Pour effectuer un contrôle, l'opérateur doit double-cliquer sur la case "Conformité" de la charge correspondante. Une fenêtre s'affiche indiquant les contrôles à effectuer:
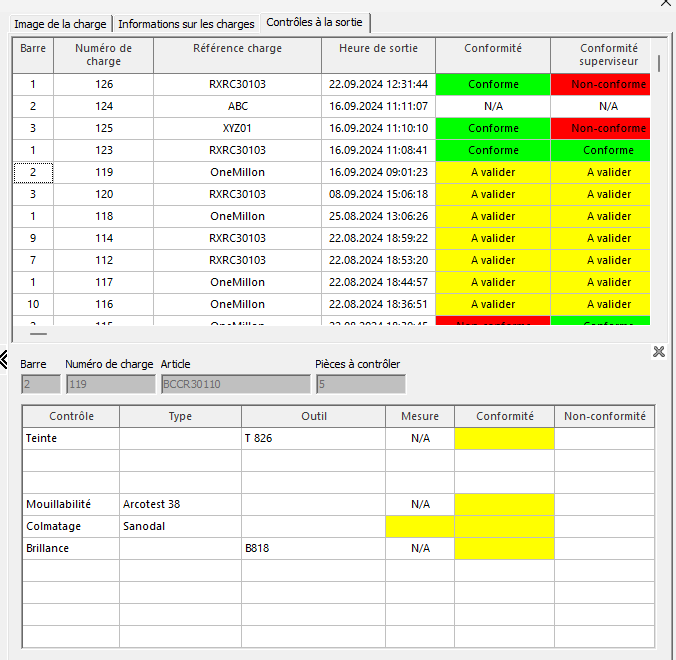
Dans cette fenêtre, les contrôles à réaliser sont affichés. L'opérateur doit indiquer si le contrôle est conforme ou non. Dans le cas ou le contrôle n'est pas conforme, il doit introduire une remarque dans le champ "Non-conformité".
Certaines fois, il est demandé d'introduire un résultat numérique tel que une épaisseur, ou un diamètre. Le champ mesure est fait pour cela.
Lorsque tous les champs ont été renseignés, un bouton de validation s'affiche dans le bas du tableau. Lorsque l'opérateur clique sur celui-ci, les résultats des contrôles sont enregistrés dans la base de données et ne sont plus modifiables.
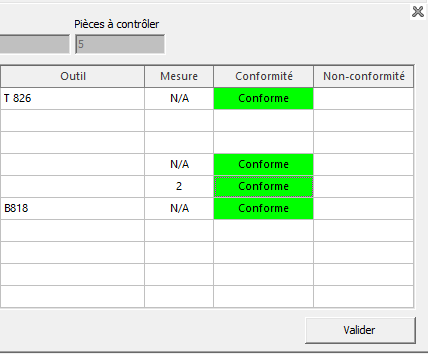
Il peut être demandé qu'un deuxième contrôle soit requis. Ce deuxième contrôle doit être réalisé par un superviseur. L'opérateur ayant réalisé le premier contrôle ne peut pas effectuer le deuxième contrôle. Ce doit être un opérateur différent ayant les droits nécessaires.
Utilisation d'un lecteur de codes à barres
Pour fonctionner avec un lecteur de codes à barres, celui-ci doit être configuré dans VKWinQV.ini dans la section suivante:
[Barcode]
Comport=4
Baudrate=9600
StopBits=1
Databits=8
Parity=None
Encoding=14Le lecteur doit être un lecteur connecté sur un port série physique ou virtuel. Lorsque l'encoding=14, la configuration des RegEx s'affiche dans la page de configuration du poste de charge.
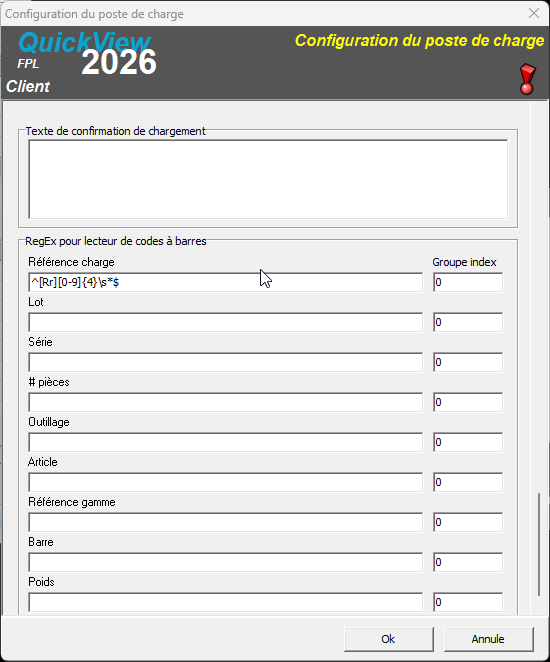
Le groupe index permet de définir le même RegEx sur différents champs mais en indiquant l'index du groupe défini dans le RegEx. Ceci permet d'avoir plusieurs informations dans un même code à barres.
Les mots clefs des fichiers ini
Les mots clef possibles sont:
|
Mot clef |
Type |
Valeur par défaut |
Configuration |
Description |
|
DefaultSupport |
Integer |
0 |
INI |
Indique le type de support à utiliser par défaut lorsque l’on efface le poste de charge (0: Rack 1: Tonneau 2: Vibarrel) |
|
DefaultRotation |
Integer |
0 |
INI |
Indique le type de rotation sur les transporteurs à utiliser par défaut (0= sans 1=avec) |
|
MaxTools |
Integer |
4 |
PDC |
Indique le nombre d’outillages à afficher. |
|
MaxReferences |
Integer |
5 |
PDC |
Indique le nombre de références par outillage à afficher. |
|
DefaultMetalUnit |
Integer |
2 |
PDC |
Indique le type d’unité de mesure pour la surface métallique (0: mm2 1:cm2 2: dm2 3: m2 4: in2 5: ft2) |
|
DefaultChemicalUnit |
Integer |
2 |
PDC |
Indique le type d’unité de mesure pour la surface chimique (0: mm2 1:cm2 2: dm2 3: m2 4: in2 5: ft2) |
|
TotalMetalUnit |
Integer |
2 |
PDC |
Indique le type d’unité de mesure pour le total de la surface métallique (0: mm2 1:cm2 2: dm2 3: m2 4: in2 5: ft2) |
|
TotalChemicalUnit |
Integer |
2 |
PDC |
Indique le type d’unité de mesure pour le total de la surface chimique (0: mm2 1:cm2 2: dm2 3: m2 4: in2 5: ft2) |
|
WeightUnit |
Integer |
0 |
PDC |
Indique le type d’unité de mesure pour le poids (0: g 1: kg 2: lb 3: oz.) |
|
TotalWeightUnit |
Integer |
0 |
PDC |
Indique le type d’unité de mesure pour le total de poids (0: g 1: kg 2: lb 3: oz.) |
|
NbDecimalDensity |
Integer |
2 |
PDC |
Indique le nombre de décimales à afficher dans les champs “Densité” |
|
NbDecimalMicron |
Integer |
2 |
PDC |
Indique le nombre de décimales à afficher dans les champs “Epaisseur” |
|
NbDecimalWeight |
Integer |
2 |
PDC |
Indique le nombre de décimales à afficher dans les champs “Poids” |
|
NbDecimalTotalWeight |
Integer |
2 |
PDC |
Indique le nombre de décimales à afficher dans le total du poids |
|
NbdecimalCurrent |
Integer |
1 |
PDC |
Indique le nombre de décimales à afficher dans les champs “Courant” |
|
NbDecimalTotal |
Integer |
2 |
PDC |
Indique le nombre de décimales à afficher dans le total de la surface métallique |
|
NbDecimalSurface |
Integer |
2 |
PDC |
Indique le nombre de décimales à afficher dans le total de la surface chimique |
|
ChangeProgramMode |
Integer |
0 |
PDC |
Indique comment utiliser les champs “Densité”, “Temps” et “Epaisseur” lors d’un changement de programme. (0: Utiliser la densité et le temps, 1: Utiliser le temps et l'épaisseur 2: Utiliser la densité et l'épaisseur) |
|
ChangeDensityMode |
Integer |
0 |
PDC |
Indique ce qu’il faut modifier lorsque l’on change la densité de courant (0: Le temps 1: l'épaisseur) |
|
ChangeTimeMode |
Integer |
0 |
PDC |
Indique ce qu’il faut modifier lorsque l’on change le temps (0: la densité 1: l'épaisseur) |
|
ChangeThicknessMode |
Integer |
0 |
PDC |
Indique ce qu’il faut modifier lorsque l’on change l'épaisseur (0: la densité 1: le temps) |
|
SurfaceMode |
Integer |
0 |
PDC |
Indique quels champs de surface qu’il faut afficher dans le tableau des articles: 0: Surface métallique et surface totale
1: Surface avant et surface arrière (circuits imprimés):
2: Surface métallique et poids
3: Surface métallique uniquement
4: Surface avant, arrière et totale (circuits imprimés)
|
|
CheckProgramVersion |
Boolean |
True |
PDC |
Vérification lors de la pression sur le bouton [Charge] que le numéro de version du programme enregistré dans la référence bibliothèque correspond au numéro de version du programme actuel. Si la version est différente, le chargement n’est pas possible et un message s’affiche vous l’indiquant. |
|
CheckModeVersion |
Boolean |
True |
PDC |
Vérification lors de la pression sur le bouton [Charge] que le numéro de version du mode d'équipement enregistré dans la référence bibliothèque correspond au numéro de version du mode d'équipement actuel. Si la version est différente, le chargement n’est pas possible et un message s’affiche vous l’indiquant. |
|
CheckDensityRange |
Boolean |
True |
PDC |
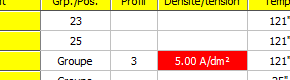
Vérification que la densité de courant introduite dans les blocs de traitement soit bien comprise entre le minimum et le maximum autorisé. Si en dehors des marge, les champs correspondant sont affichés en rouge.
|
|
CheckVoltageRange |
Boolean |
False |
PDC |
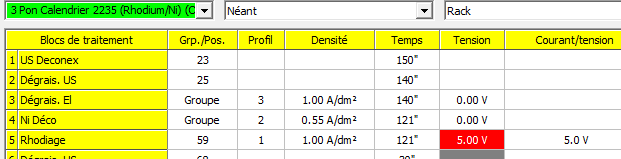
Vérification que la consigne de tension introduite dans les blocs de traitement soit bien comprise entre le minimum et le maximum autorisé. Si en dehors des marge, les champs correspondant sont affichés en rouge. Le champ “tension” n’est affiché que lorsque les profils de tension sont configurés comme “LargecurrentFormRegulation” dans l'écran de settings des redresseurs:
|
|
CheckThicknessRange |
Boolean |
False |
PDC |
Vérification que l'épaisseur introduite dans les blocs de traitement soit bien comprise entre le minimum et le maximum autorisé. Si en dehors des marge, les champs correspondant sont affichés en rouge. |
|
CheckMaxRectifier |
Boolean |
True |
Settings |
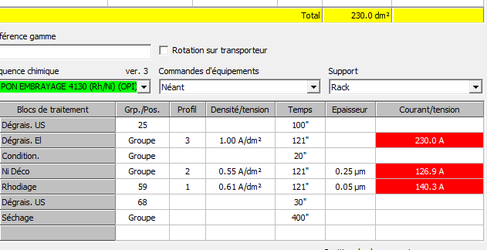
Vérification de la capacité des redresseurs soit bien en dessous de la valeur autorisée. Si en dessus de la capacité des redresseurs, les champs correspondant sont affichés en rouge et le chargement est interdit.
|
|
CheckAuthorisedTools |
Boolean |
False |
PDC |
Lorsque les outillages sont associés au porte-rack, il est possible de vérifier que les pièces chargées soient bien chargées dans le bon outillage. |
|
CheckNumberOfBlock |
Boolean |
True |
PDC |
Vérification que le nombre de blocs de traitement définis dans la référence correspond bien au nombre de blocs actuellement utilisés par le programme sélectionné. |
|
CheckWeight |
Boolean |
False |
PDC |
Vérification du poids maximum autorisé. |
|
ShowToolButton |
Boolean |
False |
Settings |
Affichage du bouton permettant d’appeler un rack en décharge selon le type d’outillage nécessaire.
|
|
ShowScaleButton |
Boolean |
False |
Settings |
Affichage de l’icône permettant de visualiser les données de la balance.
|
|
ProgramAuto |
Boolean |
False |
PDC |
Permet d'interdire le chargement si le mode programme n'est pas en automatique |
|
ToolUsage |
Boolean |
False |
PDC |
Permet d'activer la fonction de vérification de l'utilisation des outillages |
|
ToolUsageLimit |
Integer |
0 |
PDC |
Limite d'utilisation des outillages lors de la création d'un nouvel outillage |
|
MonoCopyPaste |
Boolean |
False |
Settings |
Utilise le même copier/coller pour tous les postes de charge |
|
DisplayTimeInHour |
Boolean |
False |
Affichage des temps en heures (pour les positions utilisant des minutes comme unité de temps) | |
|
UserQuestion |
String |
PDC |
Question affichée lorsque l'utilisateur clique sur le bouton [Charge]. | |
|
ShowUnloadDest |
Boolean |
False |
Settings |
Affichage du combobox permettant le choix de la destination lors de la décharge.
|
|
UnloadDest[1..10] |
String |
PDC |
Définition du choix des destinations affichées dans le combobox ci-dessus | |
|
ShowStartDateTime |
Boolean |
False |
Settings |
Permet d'afficher la date et l'heure de démarrage désirées
|
|
CheckProgramOverload |
Boolean |
False |
PDC |
|
|
CalcMicronRampe |
Boolean |
True |
PDC |
|
|
HideChemicalSurface |
Boolean |
False |
||
|
CurrentDensity |
Integer |
0 |
PDC |
|
|
PartGridLineCount |
Integer |
6 |
PDC |
Nombre de ligne dans le tableau des articles |
|
ShowStartMode |
Boolean |
False |
Settings |
Affichage du mode de démarrage
|
|
ShowLoadPicture |
Boolean |
False |
Settings |
Affichage d'images associées aux articles dans le panneau d'information |
|
ShowProductionInfo |
Boolean |
False |
PDC |
Affichage des informations de production:
|
|
RFIDEqualReference |
Boolean |
True |
RFID Settings |
|
|
RFIDTimeout |
Integer |
30 |
PDC |
|
|
RFIDOnTool |
Boolean |
False |
Settings |
|
|
CheckPartUsage |
Boolean |
False |
PDC |
|
|
CalcPartQuantity |
Boolean |
False |
PDC |
|
|
ReportFile |
String |
INI |
||
|
FocusOnProcessFirst |
Boolean |
False |
PDC |
|
|
AutoLoadEnabled |
Boolean |
False |
Settings |
|
|
ResetToLoad1 |
Boolean |
False |
Settings |
|
|
CheckJigUsage |
Boolean |
False |
PDC |
|
| ShowToolQuantity | Boolean | False | Settings | |
| MaxToolQuantity | Integer | 20 | PDC | |
| ShowBarcodeIcon | Boolean | False | PDC | |
| CheckTBDiffTime | Boolean | False | PDC | Permet de vérifier si le changement de temps d'un bloc de traitement ne dépasse pas les limites autorisées: |
| DefaultPDC | Integer | 1 | Settings | Poste de charge par défaut. L'affiche lorsque l'on presse F5 |
| LoadingDisabledRackForbiden | Boolean | false | PDC | Interdiction d'utiliser des barres hors-service |
| BypassVerification | Boolean | false | PDC | Ne pas effectuer les vérifications d'usage (utilisé lors de fonctionnement avec serveur d'entreprise) |