Echanges avec des équipements
Ce chapitre décrit les échanges effectués entre le PC et les divers équipement
- L'interface avec le contrôleur de transporteur CB99A
- L'interface avec le contrôleur de transporteur CB07FPL
- Interface avec le contrôleur de transporteur CB24FPL
- L'interface avec les redresseurs PLCRECTIFIER
- L'interface avec les redresseurs PULSPLCRECTIFIER
- Utilisation d'un liftout sur les machines de type FPL
- Interface avec le contrôleur de transporteur CB07FCL
- Interface avec les transferts
- Procédure de mise en service d'un CB07FPL
- Interface avec le contrôleur de transporteur CB25FPLA
L'interface avec le contrôleur de transporteur CB99A
Dans une installation de traitement de surface, le système VK envoie les commandes de déplacement à l'automate programmable. Ce dernier est responsable de contrôler le déplacement et de positionnement des transporteurs. Le système VK gère l'anticollision avant l'envoi d'une nouvelle commande. Par exemple, si le système doit envoyer le transporteur 1 à la position 10 et que le transporteur 2 se trouve sur la position 9, il ordonnera d'abord au transporteur 2 de se déplacer à une position suffisamment éloignée pour ne pas entrer en collision avec le transporteur 1. La commande de déplacement du transporteur 1 sera envoyée une fois que le transporteur 2 est en dehors de la zone de collision.
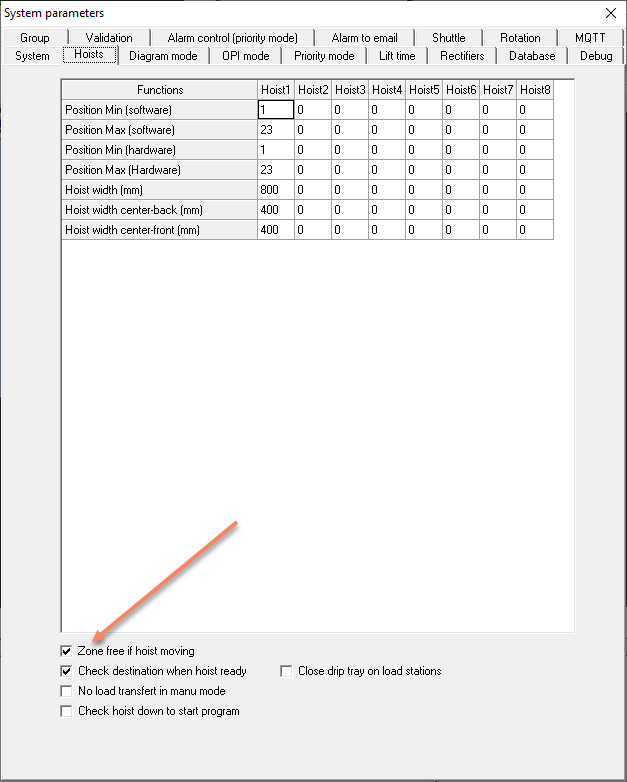
Pour gagner du temps lors des déplacements, un mode " unsafe " peut être activé sur le système VK lui permettant d'envoyer les commandes de déplacement en parallèle. Dans notre exemple, le système envoi la commande de déplacement au robot 2 et dès que le système voit que le robot 2 est effectivement en train de se déplacer vers la position de destination, il envoi la commande au robot 1. Ce mode impose les fonctions suivantes :
1) Les transporteurs doivent tous avoir la même vitesse de déplacement.
2) Un système d'anticollision doit être implémenté dans l'automate programmable.
Ce mode est activé dans l'onglet [Hoist] de la page des paramètres du serveur:
Les registres d'échange
Les registres de commande et de statut sont définis comme suit:
|
Registre |
Type |
Direction |
Description |
|
0 |
Word |
PLC->VK |
Statut du transporteur: bit 0..6: position actuelle Bit 7: le transporteur est en bas Bit 8: le transporteur est en haut Bit 9: le transporteur se déplace horizontalement Bit 10: le transporteur monte Bit 11: le transporteur descend Bit 12: bac d'égouttage fermé Bit 13: le transporteur est à la hauteur Up1/2 Bit 14: le transporteur est prêt Bit 15: toggle nouvelle commande. |
|
1 |
Word |
PLC->VK |
Alarmes du transporteur |
|
2 |
Word |
PLC->VK |
Bit 0: Fermeture du bac d'égouttage |
|
3 |
Word |
PLC->VK |
Mode du transporteur: Bit 0..3: Mode du transporteur ( 0: OFF, 1: Manu, 2: Semi, 4: Auto, 8: Init) Bit 4: Le transporteur est à la hauteur HLiftout (nouveau) |
|
4 |
Word |
VK-PLC |
Consigne de vitesse de rotation |
|
5 |
Word |
VK->PLC |
Commande à exécuter: Bit 0..3: Commande à exécuter
Bit 15: trigger nouvelle commande (inversé à chaque commande) |
L'interface avec le contrôleur de transporteur CB07FPL
Les registres d'échange
Les registres de commande et de statut sont définis comme suit:
|
Registre |
Type |
Direction |
Description |
|
0 |
DWORD |
VK->PLC |
Hoist command: Bit 0 : Hoist command Bit 1 : Hoist command Bit 2 : Hoist command Bit 3 : Hoist command Bit 4 : ON if next movement is a lift command (UP or DOWN movement). Bit 5 : ON when horizontal movement is without rack holder (jig). Bit 6 : (reserve) Bit 7 : Movement data Bit 8 : Movement data Bit 9 : Movement data Bit 10 : Movement data Bit 11 : Movement data Bit 12 : Movement data Bit 13 : Movement data Bit 14 : Movement data Bit 15 : Trigger new command Bit 16 : Reset buffer Bit 17 : Program is in AUTO mode Bit 18.. Bit 20..Bit 27 : Temps d'égouttage en secondes (spécial) Bit 31 : (reserve) |
|
1 |
DWORD |
VK->PLC |
Hoist equipement command : Bit 0 : Barrel rotation type Bit 1 : Barrel rotation type Bit 2 : Barrel rotation type Bit 3 : Barrel rotation type Bit 4 : ON if drip tray must be in closed position Bit 5.. Bit 31 : (reserve) |
|
2 |
DWORD |
PLC->VK |
Hoist Status : Bit 0 : Hoist mode Bit 1 : Hoist mode Bit 2 : Hoist mode 0=OFF 1=Manual 2=Semi-auto 4=Automatic Bit 3 : ON when hoist is ready to accept new command Bit 4 : ON when a blocking alarm is pending (register 3 is not empty) Bit 5 : ON when drip tray is in closed position Bit 6 : ON when hoist is moving horizontaly Bit 7..14 : Logical horizontal position of the hoist (0..255) Bit 15 : Trigger command terminated Bit 16 : ON when lift 1 is in low vertical position Bit 17 : ON when lift 1 is in upper vertical position Bit 18 : ON when lift 1 is lowering Bit 19 : ON when lift 1 is lifting Bit 20 : ON when lift 1 is in intermediate vertical position Bit 21 : ON when clip on lift 1 is closed (clipped) Bit 22 : ON when hoist is agitating Bit 23 : ON when lift 1 is in HLiftout vertical position Bit 24 : ON when lift 2 is in low vertical position Bit 25 : ON when lift 2 is in upper vertical position Bit 26 : ON when lift 2 is lowering Bit 27 : ON when lift 2 is lifting Bit 28 : ON when lift 2 is in intermediate vertical position Bit 29 : (reserve) Bit 30 : (reserve) Bit 31 : (reserve) |
|
3 |
DWORD |
PLC->VK |
Alarm bits. Program should go to STOP mode: Bit 0..31 : Alarm indication |
|
4 |
DWORD |
PLC->VK |
Warning bits. Program continue in AUTO mode: Bit 0..31 : Warning indication |
Commands to hoist
Check <Ready state>
-
Hoist mode is in Auto ( Reg2 Bit 0-2 == 4)
-
Hoist is ready to accept new command ( Reg2 Bit 3 == ON)
-
Hoist has no blocking alarm activated (Reg2 Bit 4 == OFF)
-
Command trigger = status trigger (Reg0 Bit 15 == Reg2 Bit 15)
Sending a new command
VKQV writes a new command in the register #0. In this new command, the Bit15 will be inverted from its last value, telling to the PLC that a new command has been written.
When the PLC see that Reg0 Bit15 is different than Reg2 Bit15, it knows that a new command is pending. The Reg2 Bit4 should go Off telling to VKQV that the command is being executed. When the command is terminated (hoist is in destination), Reg2 Bit4 should go ON again and Reg2 Bit15 must be set with the content of Reg0 Bit15.
Move horizontal command
A move horizontal command is specified by writting the value 1 in the Reg0 HoistCommand bits. The Reg0 Bit4 is set to ON if the next movement is a vertical lift. This is used by the PLC to activate some equipement command ( open tank cover, or turn on spray, or etc.). The Reg0 Bit5 is set to ON when the horizontal movement is done without rack holder (jig) on the hoist. This is also an information used by the PLC to not activate some equipement command because the hoist is empty. The destination logical position is written in Reg0 Bit7-14. This is corresponding to the horizontal destination of the hoist. The Reg0 Bit15 is inverted from its previous state. And the Reg0 Bit 17 is set to ON telling to the PLC that VKQV program mode is in AUTO (set to OFF if the program mode is in STOP. This is corresponding in a command done by the remote control of the hoist).
Example of horizontal command:
Hoist is located in logical position #16 in lower vertical position:

Move to logical position #3, program mode = STOP, there is no rack holder on the hoist:

Command is accepted by the PLC:

Hoist is moving horizontally and is actually in logical position #9:

Hoist is in the logicial position 3 and is ready to accept a new command:

Move vertical command
A move vertical command is specified by writting 2 in the Reg0 HoistCommand bits. The Reg0 Bit5 is set to ON when the movement is done without rack holder (jig) on the hoist. The type of vertical movement is specified in the Reg0 Bit8-11 (1=go up to top, 2=go down to bottom, 3=go up to intermediate high, 4= go up to top from the intermediate high, 5=go down to bottom from the intermediate high, 6=go down from top to intermediate high, 7=go up to HLiftout, 8=go up from HLiftout to top, 9= go down from top to HLiftout, 10= do down from HLiftout to bottom). The speed to be use is specified in the Reg0 Bit12-14 (0..7).
Example of vertical command:
Hoist is in the logicial position #3 in lower vertical position:

Move to top:

Command is accepted by the PLC:

Hoist is moving vertically. It is in logical position #3 and is clipped:

Hoist is in logical position #3 in upper vertical position and is ready to accept a new command:

Hoist agitation command
Interface avec le contrôleur de transporteur CB24FPL
Ce nouveau type de contrôleur permet le contrôle d'un transporteur permettant l'inclinaison latérale des charges ainsi que l'inclinaison radiale de celles-ci. Ces inclinaisons permettent un meilleur égouttage des charges. L'inclinaison se fait en haut mais peut également se faire en bas pour remplir et évacuer les bulles dans les pièces traitées.
Les registres d'échange
Il y a 6 registres d'échange par transporteur:
| Registre | Type | Direction | Description |
| 0 | DWORD | VK->PLC | Command 1 register (Triggered commands) |
| 1 | DWORD | VK->PLC | Command 2 register (Direct commands) |
| 2 | DWORD | PLC->VK | Status 1 |
| 3 | DWORD | PLC->VK | Status 2 |
| 4 | DWORD | PLC->VK | Alarms register |
| 5 | DWORD | PLC->VK | Warnings register |
Le détail des registres de commande et de statut sont définis comme suit:
|
Registre |
Type |
Direction |
Description |
|
0 |
DWORD |
VK->PLC |
Hoist horizontal command: Bit 0 : True => Horizontal move Bit 1 : False Bit 2 : False Bit 3 : False Bit 4 : ON if next movement is a lift command (UP or DOWN movement). Bit 5 : ON when horizontal movement is without rack holder (jig). Bit 6 : (reserve) Bit 7.. Bit 14 : Destination logical position. Bit 15 : Trigger new command Bit 16 : Reset buffer Bit 17 : Program is in AUTO mode Bit 18.. Bit 31 : (reserve) |
|
0 |
DWord |
VK->PLC |
Hoist vertical command: Bit 0 : False Bit 1 : True => Vertical move Bit 2 : False Bit 3 : False Bit 4 : (reserve) Bit 5 : Movement without jig Bit 6 : (reserve) Bit 7 : (reserve) Bit 8 .. Bit 11 : Movement type: 1=Up, 2=Down, 3=Up 1/2, 4=1/2 to Up, 5=1/2 to Down Bit 12 .. Bit 14 : (reserve) Bit 15 : Trigger new command Bit 16 : Reset buffer Bit 17 : Program is in AUTO mode Bit 18 .. Bit 23 : Drip time Bit 24 .. Bit 29 : Type of movement Bit 30.. Bit 31 : (reserve) |
|
0 |
DWORD |
VK->PLC |
Hoist initialisation command: Bit 0 : True Bit 1 : True => Hoist initialisation Bit 2 : False Bit 3 : False Bit 4 .. Bit 14 : (reserve) Bit 15 : Trigger new command Bit 16 : Reset buffer Bit 17 : Program is in AUTO mode Bit 18.. Bit 31 : (reserve) |
|
0 |
DWORD |
VK->PLC |
License settings command: Bit 0 : False Bit 1 : False Bit 2 : True => Set license Bit 3 : False Bit 4 .. Bit 6 : (reserve) Bit 7 .. Bit 14 : License data Bit 15 : Trigger new command Bit 16 : Reset buffer Bit 17 : Program is in AUTO mode Bit 18.. Bit 31 : (reserve) |
|
1 |
DWORD |
VK->PLC |
Hoist equipement command : Bit 0 : Barrel rotation type Bit 1 : Barrel rotation type Bit 2 : Barrel rotation type Bit 3 : Barrel rotation type Bit 4 : ON if drip tray must be in closed position Bit 5.. Bit 31 : (reserve) |
|
2 |
DWORD |
PLC->VK |
Hoist Status 1 : Bit 0 : Hoist Manu Bit 1 : Hoist Semi Bit 2 : Hoist Auto Bit 3 : ON when hoist is ready to accept new command Bit 4 : ON when a blocking alarm is pending (register 3 is not empty) Bit 5 : ON when drip tray is in closed position Bit 6 : ON when hoist is moving horizontaly Bit 7..14 : Logical horizontal position of the hoist (0..255) Bit 15 : Trigger command terminated Bit 16 : ON when lift 1 is in low vertical position Bit 17 : ON when lift 1 is in upper vertical position Bit 18 : ON when lift 1 is lowering Bit 19 : ON when lift 1 is lifting Bit 20 : ON when lift 1 is in intermediate vertical position Bit 21 : ON when clip on lift 1 is closed (clipped) Bit 22 : ON when hoist is agitating Bit 23 : ON when lift 1 is in HLiftout vertical position Bit 24 : ON when lift 2 is in low vertical position Bit 25 : ON when lift 2 is in upper vertical position Bit 26 : ON when lift 2 is lowering Bit 27 : ON when lift 2 is lifting Bit 28 : ON when lift 2 is in intermediate vertical position Bit 29 : (reserve) Bit 30 : (reserve) Bit 31 : (reserve) |
|
3 |
DWORD |
PLC->VK |
Hoist status 2: Bit 0 : (reserve) Bit 1 : Lateral inclinaison: -15? Bit 2 : Lateral inclinaison: 0? Bit 3 : Lateral inclinaison: +15? Bit 4 : (Reserve) Bit 5 : Radial inclinaison: -20? Bit 6 : Radial inclinaison: -10? Bit 7 : Radial inclinaison: 0? Bit 8 : Radial inclinaison: +10? Bit 9 : Radial inclinaison: +20? Bit 10 .. Bit 17 : (reserve) Bit 18 : Vertical movement in progress Bit 19.. Bit 23 : Actual step of the lift sequencer Bit 24.. Bit 29 : Actual type of lift Bit 30.. Bit 31 : (reserve) |
|
4 |
DWORD |
PLC->VK |
Alarm bits. Program should go to STOP mode: Bit 0..31 : Alarm indication |
|
5 |
DWORD |
PLC->VK |
Warning bits. Program continue in AUTO mode: Bit 0..31 : Warning indication |
Les types de mouvements verticaux
Les mouvements verticaux sont définis dans une table de l'automate. Cette table est composée de 50 types de mouvements. Chaque type est composé de 20 enregistrements. Chaque enregistrement est composé de:
| Type (Int) | Param 1 (Int) | Param 2 (Int) |
| 0=None | ||
| 1=Go to High |
High # (0-5): 0=Top 1=Middle Top 2=Brillantage Pos 3=Réserve 4=Middle Bottom 5=Bottom |
Speed (0-100%) |
| 2=Wait |
Wait time (seconds) |
|
| 3=Wait drip time |
|
|
| 4=Lateral inclinaison |
Inclinaison position (0-2): 0=Center (0?) 1=Neg (-15?) 2=Pos (15?) |
Speed (0-100%) |
| 5=Radial inclinaison |
Inclinaison position (0-4): 0=Center (0?) 1=Neg20 (-20?) 2=Neg10 (-10?) 3=Pos10 (+10?) 4=Pos20 (+20?) |
Speed (0-100%) |
| 6=Go up |
Duration (miliseconds) |
Speed (0-100%) |
| 7=Go down |
Duration (miliseconds) |
Speed (0-100%) |
Structure du DB interne d'échange
Tous les types de transporteur utilisent une zone mémoire commune définie dans DBData et RegData. Cette zone doit comprendre 100 registres et doit être associé à un Databank interne. Les registres de cette zone correspondent à la définition suivante:
Le DB Interne d'échange a la structure suivante:
| Reg | Fonction |
| 0 | |
| 1 | Alarmes bloquantes |
| 2 | Registre d'alarmes |
| 3 | Registre de warning |
| 4 | Numéro de position occupée en cas d'erreur |
| 5 | |
| 6 | Hauteur deuxième lift |
| 7 | Hauteur du transporteur (1=en haut, 2 en bas) |
| 8 | Position du transporteur |
| 9 | |
| 10 | Registre de statut du transporteur |
| 11 | Alarme transporteur |
| 12 | Commande en cours |
| 13 | |
| 14 | Vitesse de rotation |
| 15 | Registre de commande du transporteur |
| 16 | |
| 17 | |
| 18 | Position de destination |
| 19 | Hauteur de destination |
| 20 | Temps d'égouttage |
| 21 | Programme de montée |
| 22 | Programme de descente |
| 23 | Forçage programme de montée |
| 24 | Forçage programme de descente |
| 25 | |
| 26 | |
| 27 | Transporteur prêt (0=pas prêt 1=prêt) |
| 28 | |
| 29 | |
| 30 | Flèches télécommande (bit 0=déplacement horizontal, bit 2=descente, bit 3 =montée, bit 4=origine verticale atteinte, bit 5 = origine horizontale atteinte |
| 31 | |
| 32 | |
| 33 | |
| 34 | Numéro de position physique minimum |
| 35 | Numéro de position physique maximum |
| 36 | |
| 37 | |
| 38 | |
| 39 | |
| 40 | Mode du transporteur (auto, manu, semi, off) |
| 41 | |
| 42 | Pince fermée |
| 43 | Type de rotation en cours |
| 44 | |
| 45 | |
| 46 | |
| 47 | |
| 48 | |
| 49 | |
| 50 | |
| 51 | |
| 52 | |
| 53 | |
| 54 | |
| 55 |
L'interface avec les redresseurs PLCRECTIFIER
Les registres d'échange
Cette page décrit l'échange des données entre le PC et l'automate programmable en ce qui concerne la commande d'un redresseur.
|
Registre |
Type |
Direction |
Description |
|
0 |
WORD |
VK->PLC |
Commande envoyée au redresseur Bit 0 : Mise en marche/arrêt du redresseur (0=arrêt 1=Mise en marche) Bit 1 : Mode de régulation (0=courant constant 1=tension constante) Bit 2 : Remise à zéro du compteur d'Ah. Toggle=changement d'état = remise à zéro Bit 3 : acquittement des alarmes. Toggle=changement d'état = acquittement Bit 4 : Démarrage/Arrêt séquence Bit 8 : Mode amorçage (0=mode polarisation 1=mode amorçage) |
|
1 |
WORD |
PLC->VK |
Statut du redresseur Bit 0 : Etat de marche. 0=arrêté 1=en marche Bit 1 : Alarme disjoncteur. 0=pas d'alarme 1=en alarme. Bit 2 : Alarme régulation. 0=pas d'alarme 1=en alarme. L'alarme régulation doit être activée lorsque le redresseur ne peut pas atteindre la valeur à réguler. Il est remis à zéro lorsque le bit 3 du regsitre de commande change d'état. Bit 3 : Défaut retour de marche Bit 4 : Défaut régulation Bit 5 : Redresseur en alarme Bit 6 : Défaut disjoncteur Bit 7 : Défaut mode amorçage Bit 8 : Statut amorçage (0=polarisation 1=amorçage) |
|
2 |
REAL |
VK->PLC |
Consigne de courant. La consigne de courant correspond à la valeur ( en ampère) à réguler lorsque le mode de régulation = courant constant. Si le mode de régulation = tension constante alors cette consigne correspond à la valeur maximale de courant à délivrer par le redresseur. |
|
3 |
REAL |
VK->PLC |
Consigne de tension. La consigne de tension correspond à la valeur (en volt) à réguler lorsque le mode de régulation = tension constante. Si le mode de régulation = courant constant alors cette consigne correspond é la valeur maximale de tension à délivrer par le redresseur. |
|
4 |
REAL |
PLC->VK |
Courant actuel (en ampères) délivré par le redresseur. |
|
5 |
REAL |
PLC->VK |
Tension actuelle (en volts) délivrée par le redresseur. |
|
6 |
REAL |
PLC->VK |
Compteur ampères/secondes déjà délivré par le redresseur. Ce compteur est mis à zéro lorsque le bit2 du registre de commande change d'état. |
L'interface avec les redresseurs PULSPLCRECTIFIER
Configuration
Le device se configure de la manière suivante:
[Device2]
Protocol=PULSPLCRECTIFIERLes redresseurs se configurent de la manière suivante:
[Rectifier1]
Device=2
Position=28
Surface=1
AhorAmn=Amn
MaxI=150
MaxU=15
MaxRI=450
MaxRU=45
PulsMode=1
DBIO=50
REGIO=0
CurrentFormDb=51
CurrentFormReg=0
Version=2
BrandName=PE86CB
DualRangeMode=0| Mot clef | Description |
| Device | Numéro du device |
| Position | Index de la position dans la définition machine |
| Surface | 1=avant A, 2=arrière A, 3=Total avant & arrière A, 4=avant B, 5=Arrière B, 6=Total avant et arrière B, 7=Total de toutes les surfaces. |
| AhorAmn | Ah=Ampères heures, Amn=Ampères minutes |
| PulseMode | 0=mode DC 1=Mode pulsé |
| MaxI | Courant max positif en Ampère |
| MaxU | Tension max positive en Volt |
| MaxRI | Courant max négatif en Ampère |
| MaxRU | Tension max négative en Volt |
| DDBIO | Numéro du DB d'échange |
| REGIO | Numéro du premier registre d'échange |
| CurrentFormDB | Numéro du DB de la table de la forme de courant |
| CurrentFormReg | Numéro du premier registre de la table de la forme de courant |
| Version | Numéro de version du protocole |
| BrandName | Nom du type de redresseur |
| DualRangeMode | 1 = plusieurs redresseurs pour la même position. La consigne permet de choisir le redresseur si celle-ci est <= au MaxI. |
Les registres d'échange
Cette page décrit l'échange des données entre le PC et l'automate programmable en ce qui concerne la commande d'un redresseur.
|
Registre |
Type |
Direction |
Description |
|
0 |
WORD |
VK->PLC |
Commande envoyée au redresseur Bit 0 : Mise en marche/arrêt du redresseur (0=arrêt 1=Mise en marche) Bit 1 : Démarrage redresseur (0=standby 1=Auto) Bit 2 : Remise à zéro du compteur d'Ah. Toggle=changement d'état = remise à zéro Bit 3 : Acquittement des alarmes. Toggle=changement d'état = acquittement Bit 4 : Prise en compte des changements. Lorsqu'un nouveau step est envoyé dans le CurrentFormDB ou que le % de la consigne change, le programme inverse ce bit. Toggle = changement de courbe ou de % de consigne. |
|
1 |
WORD |
PLC->VK |
Statut du redresseur Bit 0 : Etat de marche. 0=arrêté 1=en marche Bit 1 : Etat démarrage 0=standby 1=démarré Bit 2 : Statut des alarmes. 0=OK 1=en alarme Bit 3 : Statut des warnings. 0=OK 1=il existe des warning Bit 4 : Statut des warnings from the past. 0=OK 1=Warning from the past |
|
2 |
WORD |
VK->PLC |
Consigne du redresseur : 0-100% |
|
3 |
REAL |
PLC->VK |
Courant actuel (en ampères) délivré par le redresseur. |
|
4 |
REAL |
PLC->VK |
Tension actuelle (en volts) délivrée par le redresseur. |
|
5 |
REAL |
PLC->VK |
Compteur ampères/secondes déjà délivré par le redresseur. Ce compteur est mis à zéro lorsque le bit2 du registre de commande change d'état. |
|
6 |
DWORD |
PLC->VK |
Messages actuels 1-4 |
|
7 |
DWORD |
PLC->VK |
Message actuel 5 |
|
8 |
DWORD |
PLC->VK |
Messages from the past 1-4 |
|
9 |
DWORD |
PLC->VK |
Message from the past 5 |
Table de la forme de courant (Version=1)
Les formes de courant est composée de max 10 steps sous la forme suivante:
| Registre | Type | Description |
| 0 | INT |
Step 1: Courant Ix1 en Ampères. Plage -3276.8 à 3276.7. Courant multiplié par 1000 si MaxI<=25A et que BandName='PE86CB' ou 'PE526'. Si MaxI>25 et que BandName='PE86CB' ou 'PE526' alors le courant est multiplié par 100 sinon le courant est multiplié par 10. |
| 1 | INT | Step 1: Courant Ix2 en Ampères. Plage -3276.8 à 3276.7. Courant multiplié par 1000 si
MaxI<=25A et que BandName='PE86CB' ou 'PE526'. Si MaxI>25 et que BandName='PE86CB' ou 'PE526' alors le courant est multiplié par 100 sinon le courant est multiplié par 10. |
| 2 | INT | Step 1: Tension Ux1 en Volts. Plage -3276.8 à 3276.7. Tension multipliée par 1000 si
MaxI<=25A et que BandName='PE86CB' ou 'PE526'. Si MaxI>25 et que BandName='PE86CB' ou 'PE526' alors la tension est multipliée par 100 sinon la tension est multipliée par 10. |
| 3 | INT | Step 1: Tension Ux2 en Volts. Plage -3276.8 à 3276.7. Tension multipliée par 1000 si
MaxI<=25A et que BandName='PE86CB' ou 'PE526'. Si MaxI>25 et que BandName='PE86CB' ou 'PE526' alors la tension est multipliée par 100 sinon la tension est multipliée par 10. |
| 4 | WORD | Step 1: Time Tx1 en x20 S. Plage 0s to 1.307 secondes |
| 5 | WORD | Step 1: Time Tx2 en x20 S. Plage 0s to 1.307 secondes |
| 6 | BYTE | Step 1: Slope (option) |
| 7 | BYTE | Step 1: Nombre de cycle |
| 8 | INT | Step 2: Courant Ix1 en Ampères. Plage -3276.8 à 3276.7 |
| 9 | INT | Step 2: Courant Ix2 en Ampères. Plage -3276.8 à 3276.7 |
| 10 | INT | Step 2: Tension Ux1 en Volts. Plage -3276.8 à 3276.7 |
| ... | ||
| 79 | BYTE | Step10: Nombre de cycle |
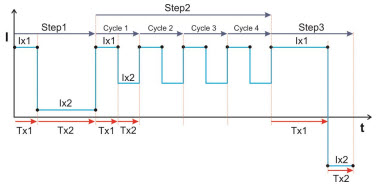
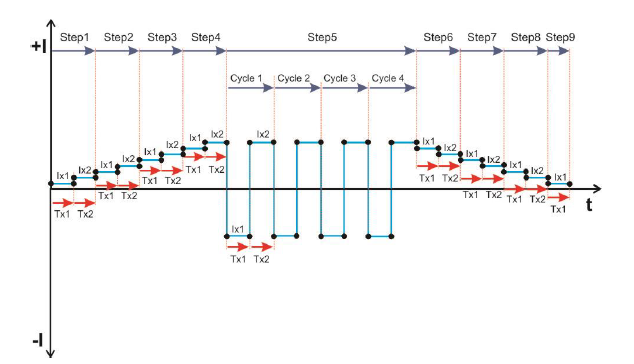
Table de la forme de courant (Version=2)
Les formes de courant est composée de max 10 steps sous la forme suivante:
| Registre | Type | Description |
| 0 | INT | Step 1: Courant Ix1 en Ampères. Plage -3276.8 à 3276.7 |
| 1 | INT | Step 1: Courant Ix2 en Ampères. Plage -3276.8 à 3276.7 |
| 2 | INT | Step 1: Tension Ux1 en Volts. Plage -3276.8 à 3276.7 |
| 3 | INT | Step 1: Tension Ux2 en Volts. Plage -3276.8 à 3276.7 |
| 4 | WORD | Step 1: Time Tx1 en x20 S. Plage 0s to 1.307 secondes |
| 5 | WORD | Step 1: Time Tx2 en x20 S. Plage 0s to 1.307 secondes |
| 6 | WORD | Step 1: RESERVE |
| 7 | WORD | Step 1: Nombre de cycles |
| 8 | WORD | Step 1: RESERVE |
| 9 | WORD | Step 1: numéro du step 0 à 10. 0=Fin des steps |
| 10 | INT | Step 2: Courant Ix1 en Ampères. Plage -3276.8 à 3276.7 |
| 11 | INT | Step 2: Courant Ix2 en Ampères. Plage -3276.8 à 3276.7 |
| 12 | INT | Step 2: Tension Ux1 en Volts. Plage -3276.8 à 3276.7 |
| ... | ||
| 99 | WORD | Step10: Numéro du step 0 à 10. 0=Fin des steps |
Utilisation d'un liftout sur les machines de type FPL
Description
Les liftouts n'ont pas été intégrés sur les machines de type FPL car dans ces machines, il n'y a pas de déplacement à une hauteur intermédiaire. Le déplacement est soit en haut ou soit en bas. Les autres mouvements horizontaux sont interdit.
Le fonctionnement autour d'un liftout demande donc des modifications dans le contrôleur de bras (automate programmable) et dans QuickView. Ce document décrit les modifications qui seront réalisées dans QuickView pour rendre possible le fonctionnement de positions équipées de liftout. Une description des nouvelles commandes ainsi que des nouveaux statuts sera également documentée.
Le type de liftout utilisé dans ce document est un ascenseur en forme de cage qui permet de sortir complètement des pièces de la cuve sans devoir utiliser le transporteur. Le transporteur, quant à lui, doit pouvoir :
- Déposer une charge dans la position lorsque l'ascenseur est en haut
- Déposer une charge dans la position lorsque l'ascenseur est en bas
- Prendre une charge depuis la position lorsque l'ascenseur est en haut
- Prendre une charge depuis la position lorsque l'ascenseur est en bas
Pour fonctionner correctement, les 2 positions avant et après la position du liftout doivent être définies mais ne doivent pas être utilisées pour déposer une charge. Il faut donc interdire les mouvements verticaux avec une charge sur ces positions. Cette interdiction doit être réalisée dans l'automate. Il faut également que la hauteur de passage sous la balancelle lorsque l'ascenseur est en position haute soit définie dans le statut du transporteur. Il doit y avoir un nouveau détecteur sur le transporteur pour détecter cette position (ou détecteur virtuel si un encodeur est utilisé)
Déposer une charge "Ascenseur en haut"
Il n'est pas possible de venir déposer une charge lorsque l'ascenseur est en haut. Il faut d'abord amener la charge en position, monter l'ascenseur, puis descendre à la hauteur de dépose "haute". Il faut ensuite déplacer le transporteur à gauche ou à droite puis descendre le transporteur jusqu'en bas. l'ascenseur peut alors descendre la charge jusqu'en bas. Pour permettre ces mouvements, de nouvelles commandes doivent être ajoutées dans l'interface:
- Commande de descendre à la hauteur de passage sous la balancelle à la hauteur "Haute" du liftout (Dépose en position haute).
- Commande de descendre tout en bas depuis la hauteur <HLiftout>
La vitesse utilisée lors de ces mouvements sera la vitesse "Semi verticale". Il ne faut pas tenir compte de la vitesse envoyée dans la commande.
Déposer une charge "Ascenseur en bas"
Cette fonction est la même que sur une position sans liftout. Les vitesses utilisées sont celles définies dans la séquence ou dans la position.
Prendre une charge "Ascenseur en haut"
Pour prendre une charge du liftout en position haute, il faut que le transporteur se déplace sur la position précédant le lift, monter le transporteur à la hauteur HLiftout, se déplacer sur la position du liftout, monter jusqu'en haut, descendre l'ascenseur puis se déplacer sur la position de destination et descendre. Pour permettre ces mouvements, de nouvelles commandes doivent être ajoutées dans l'interface:
- Commande de monter à la hauteur de passage sous la balancelle (HLiftout).
- Commande de monter tout en haut depuis la hauteur HLiftout.
La vitesse utilisée lors de ces mouvements sera la vitesse "Semi verticale". Il ne faut pas tenir compte de la vitesse envoyée dans la commande.
Prendre une charge "Ascenseur en bas"
Cette fonction est la même que sur une position sans liftout. Les vitesses utilisées sont celles définies dans la séquence ou dans la position.
Déplacement à vide par dessus la position liftout "Ascenseur pas en bas"
Lorsque l'ascenseur n'est pas en bas, il sera possible de se déplacer avec le transporteur par dessus de la position uniquement si celui-ci est vide. Un transporteur ôchargé" ne peut pas traverser en dessus de la position. Pour traverser, le transporteur doit: se déplacer à la position précédant la position équipée du liftout, monter tout en haut, se déplacer à la position suivant le liftout, descendre jusqu'en bas et continuer ses mouvements.
Les paramètres, statuts et commandes de l'ascenseur
l'ascenseur procède quelques paramètres:
- Vitesse de montée en mm/sec lors d'un déplacement dans le liquide (word)
- Vitesse de montée en mm/sec lors d'un déplacement en dehors du liquide (word)
- Vitesse de descente en mm/sec lors d'un déplacement dans le liquide (word)
- Vitesse de descente en mm/sec lors d'un déplacement en dehors du liquide (word)
- Position en mm lorsque l'ascenseur est en bas (word)
- Position en mm lorsque l'ascenseur est en haut (word)
Un registre automate est utilisé pour chacun des paramètres. Les paramètres de vitesse pourront être défini dans la commande d'équipement.
Les commandes suivantes sont possibles:
- Arrêter = 0
- Monter = 1
- Descendre = 2
Un registre de commande doit être réservé pour transmettre la commande à l'automate (word)
Les statuts suivants doivent être disponibles:
- l'ascenseur est en haut (bit)
- l'ascenseur est en bas (bit)
- l'ascenseur monte (bit)
- l'ascenseur descend (bit)
- Position actuelle de l'ascenseur en mm (word)
Commandes couvercle
Les commandes du couvercle doivent être gérées par l'automate programmable. Lorsqu'une commande de monter de l'ascenseur est détectée, le couvercle doit s'ouvrir. Le VK ne vérifie pas ceci.
Interface avec le contrôleur de transporteur CB07FCL
Les registres d'échange
Les registres de commande et de statut sont définis comme suit:
|
Registre |
Type |
Direction |
Description |
|
0 |
WORD |
VK -> PLC |
Hoist command: Bit 0 : Hoist command Bit 1 : Hoist command Bit 2 : Hoist command Bit 3 : Hoist command
Commandes possibles:
$0: Commande pince et rotation sans mouvement: Bit 4 : On = Ouvrir pince Bit 5 : On = Fermer pince Bit 8..E = No de cycle de rotation, 0=Arrêt
$1: Commande de déplacement du robot. Bit 4 : On = Ouvrir la pince Bit 5: On = Fermer la pince
$2: Stop
$4: Déplacement à l'origine (initialisation)
$8: Changement de mode: Bit 4 = On = Mode Joystick Bit 4 = Off = Mode automatique
Bit 15 : Trigger new command
|
|
1 |
WORD |
VK -> PLC |
Vitesse et accéleration à utiliser pour la commande de déplacement Bit 0..3 : Vitesse horizontale à utiliser (1,,10) Bit 4..5 : Accélération horizontale à utiliser (1..3) Bit 8..B : Vitesse verticale à utiliser (1..10) Bit C..D: Accéleration verticale à utiliser (1..3) |
|
2 |
WORD |
VK -> PLC |
Position horizontale à atteindre (mm) |
|
3 |
WORD |
VK -> PLC |
Position verticale à atteindre (mm) |
|
4 |
WORD |
PLC -> VK |
Statut du robot: Bit 0: Mode actuel du robot 0=joystick 1=auto Bit 1: On=Le robot monte Bit 2: On=Le robot descend Bit 3: On=Le robot se déplace horizontalement Bit 4: On=Origine verticale atteinte Bit 5: On=Origine horizontale atteinte Bit 6: On=Le robot se déplace à l'origine Bit 7: On = La pince est fermée Bit 8: On = la pince est ouverte Bit 9: On = la rotation est activée Bit 13: On = Alarme bloquante. Bit 14: On = robot est prêt pour une nouvelle commande Bit 15: Trigger commande acceptée |
|
5 |
WORD |
PLC -> VK |
Position horizontale du robot |
|
6 |
WORD |
PLC -> VK |
Position vertical du robot |
Interface avec les transferts
Les transferts permettent le transport de charges d'une branche de la machine à une autre branche. Les transferts sont représentés comme suit:
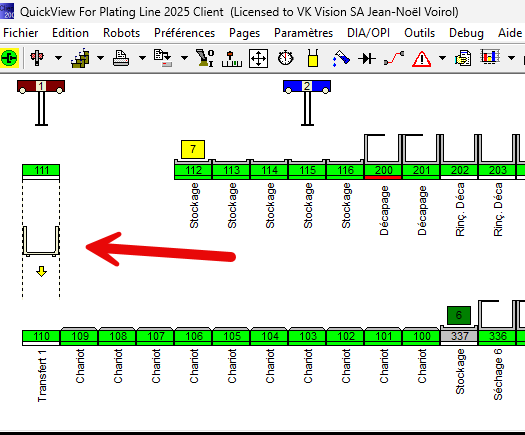
Dans QuickView, il est possible de définir 4 transferts au maximum. Ils sont définis dans le fichier VKServer.ini dans les sections [ShuttleX]
;---------------> SHUTTLE
[SHUTTLE1]
Db=29
RegCommand=0
RegStatus=1
Mode=1
DefaultMachine=0
[SHUTTLE2]
Db=29
RegCommand=3
RegStatus=4
Mode=1
DefaultMachine=1
Les mots clef suivant sont possibles:
| Mot clef | Type | Description |
| DB | Integer | Numéro de databank dans lequel se trouve les registres de statut et de commande |
| DBCom | Integer | Numéro de databank si le DB de statut et différent du DB de commande |
| RegComand | Integer | Numéro de registre dans lequel les commandes sont écrites |
| RegStatus | Integer | Numéro de registre dans lequel les statuts sont écrits par l'automate |
| Mode | Integer |
Mode de fonctionnement une fois la charge déposée dans la destination: 0: Renvoie le transfert à la position d'origine. 1: Renvoie le transfert à la position par défaut. 2: Renvoie le transfert à la machine dont un mouvement robot est prévu. 3: Ne rien faire |
| DefaultMachine | Integer | Numéro de la branche de la machine dans laquelle le transfert est envoyé à la fin d'un mouvement |
Le registre de statut est constitué comme suit:
| Bits | Description |
| 0 | Le transfert se trouve dans la branche 0 de la machine |
| 1 | Le transfert se trouve dans la branche 1 de la machine |
| 2 | Le transfert se trouve dans la branche 2 de la machine |
| 3 | Le transfert se trouve dans la branche 3 de la machine |
| 4 | Le transfert se déplace vers la branche 0 de la machine |
| 5 | Le transfert se déplace vers la branche 1 de la machine |
| 6 | Le transfert se déplace vers la branche 2 de la machine |
| 7 | Le transfert se déplace vers la branche 3 de la machine |
Le registre de commande est constitué comme suit:
| Bits | Description |
| 0 | Demande de déplacement vers la branche 0 de la machine |
| 1 | Demande de déplacement vers la branche 1 de la machine |
| 2 | Demande de déplacement vers la branche 2 de la machine |
| 3 | Demande de déplacement vers la branche 3 de la machine |
Il existe d'autres mots clef utilisés par les transferts:
| Mots clef | Type | Valeur par défaut | Description |
| Parameters.ini[System]CheckMovementOverShuttlePrio | Boolean | 0 | Avant d'envoyer un transfert dans une branche de la machine, le système doit vérifier si un mouvement d'un robot est en cours au dessus d'une position d'un transfert. Si actif, la vérification est effectuée en mode prioritaire. |
| Parameters.ini[System]NoMoveToNearesetShuttlePrio | Boolean | 0 | Lorsqu'un robot a pris une charge dans une position ayant pour destination un transfert, il se déplace à la position la plus proche du transfert si le transfert est en cours de déplacement. Si ce mot clef est activé, le robot ne se déplace pas vers la position la plus proche, il attend au dessus de la position sur laquelle il a pris la charge. |
| Parameters.ini[System]PrioOverLoadedShuttle | Boolean | 0 | Si mot clef est activé cela indique au système qu'il n'est pas autorisé à un robot de se déplacer au dessus d'un transfert chargé. |
| Parameters.ini[System]Shuttle1 | Integer | 30 | Temps de déplacement du transfert 1 d'une branche à l'autre en secondes. |
| Parameters.ini[System]Shuttle2 | Integer | 30 | Temps de déplacement du transfert 2 d'une branche à l'autre en secondes. |
| Parameters.ini[System]Shuttle3 | Integer | 30 | Temps de déplacement du transfert 3 d'une branche à l'autre en secondes. |
| Parameters.ini[System]Shuttle4 | Integer | 30 | Temps de déplacement du transfert 4 d'une branche à l'autre en secondes. |
| Parameters.ini[System]ShuttleFree1 | Integer | 60 | Temps libre nécessaire pour le calcul d'utilisation du transfert 1. |
| Parameters.ini[System]ShuttleFree2 | Integer | 60 | Temps libre nécessaire pour le calcul d'utilisation du transfert 2. |
| Parameters.ini[System]ShuttleFree3 | Integer | 60 | Temps libre nécessaire pour le calcul d'utilisation du transfert 3. |
| Parameters.ini[System]ShuttleFree4 | Integer | 60 | Temps libre nécessaire pour le calcul d'utilisation du transfert 4. |
| VKServer.ini[System]DoNotCheckShuttleMoving | Boolean | 0 | Si activé, le système ne vérifie pas les bits de statut indiquant le déplacement d'un transfert pour positionner un robot |
Procédure de mise en service d'un CB07FPL
1 Réglage de l'axe horizontal
Commencer les réglages avec le premier robot, et cela pour chaque ligne.
Régler les paramètres de configuration
· Type de bras
· N° du bras en arrière
· N° du bras en avant
· N° de l'axe horizontal
· N° de l'axe vertical
Se référer à la documentation " Library_FPL.chm ? si nécessaire (librairie FPL ® \ CB07a \ DB \ H_Par_Hoist).
Définir les valeurs des positions
Introduire les valeurs des distances des positions de manière approximative.
Régler les paramètres des Grandeurs physiques
- Définir les largeurs du robot en arrière et avant en fonction du centre de la potence et les extrémités des encombrements en avant et en arrière.
- VKServer \ System parameters \ Hoists: entrer les mêmes valeurs en y ajoutant 50mm et mettre à jour la largeur du robot.
- Définir les limites physiques en arrière et en avant selon la configuration de la machine (butés mécaniques, chaine porte cÔbles mais sans tenir comptes des autres robots).
- Introduire les paramètres suivants :
· Offset de référence = 0
· Offset de recouvrement = 0
· Fenêtre au point de positionnement = 3
· Zone d'arrêt = 3
· Distance d'arrêt anticipé de l'agitation = 100
· Distance d'arrêt anticipé de l'agitation avant prise = 100
· Distance d'ouverture anticipée des couvercles = 0
· Distance d'ouverture anticipée du bac d'égouttage = 0
Régler les paramètres des Positions logiques
- Régler les limites logiques en arrière et en avant en fonction des valeurs des positions et des limites physiques.
- VKServer \ System parameters \ Hoists: entrer les mêmes valeurs dans les positions min et max hardware.
- Si utilisation d'un axe relatif, définir les paramètres suivants
· Position de destination après initialisation
· Sens d'initialisation
-
Régler les paramètres des Vitesses
- Régler les paramètres avec les valeurs typiques suivantes :
· Vitesse d'initialisation= 0
· Vitesse manu horizontale= 150
· Vitesse semi horizontale= 250..400
· Vitesse auto horizontale= 500..1000 (en fonction des caractéristiques du constructeur).
· Accélération horizontale= 300..400
Régler le paramètre du Time-out
Régler le Time-out mouvement horizontal à 60.
Mouvement en mode manuel
- Faire des mouvements en avant / arrière et ajuster les paramètres de l'axe correspondant.
- Aller en butée avant/arrière à pleine vitesse et contrôler que le robot s'arrête correctement sans rentrer en collision avec les butées/robots. Si nécessaire, augmenter ou diminuer les largeurs du robot afin d'obtenir un arrêt correct. Attention la modification de la vitesse manuelle et de l'accélération peuvent influencer sur l'arrêt. Si ces paramètres sont modifiés, il faut tester à nouveau !
Si les largeurs ont été modifiées il faut mettre à jour les paramètres dans le VKServer \ System parameters \ Hoists en y ajoutant 50mm et mettre à jour la largeur du robot.
Mouvement en mode Auto
- Tester les déplacements en automatique et contrôler le positionnement pour des mouvements courts et longs.
Ajuster les paramètres de l'axe correspondant si nécessaire.
2 Réglage de l'axe vertical
Régler les paramètres des Vitesses
- Régler les paramètres avec les valeurs typiques suivantes :
· Vitesse manu verticale = 15
· Vitesse semi verticale = 25
· Vitesse d'approche verticale = 15
· Accélération verticale = 300..400
Régler le paramètre du Time-out
Régler le Time-out mouvement vertical à 20.
Mouvement en mode manuel
Faire des mouvements en haut / bas et ajuster les paramètres de l'axe correspondant.
Définir les paramètres des mouvements verticaux
- Pour tous les types de montée utilisés (Up et Up-Demi), il faut définir un step correspondant à la sortie du rack du Vé, puis le compléter en fonction du mouvement souhaité. Par exemple Up1
· Vitesse1 = 20 | Temps1 = 1500
· Vitesse2 = 100 | Temps2 = 3500
Cela est nécessaire pour l'enclenchement de l'agitation dès la sortie du Vé.
- Pour tous les types de descentes utilisés (Down et Dw-Demi), il faut veiller que le rack soit en vitesse d'approche lorsque le rack arrive dans le Vé.
Cela est nécessaire pour l'arrêt retardé de l'agitation. Attention risque de crash si cela n'est pas respecté.
Mouvement en mode Automatique
- Tester et optimiser chaque type défini.
VKServer \ System parameters \ Lift time: compléter le tableau avec les valeurs correspondantes.
3 Régalge des robots suivants de la même ligne
Lorsque le premier robot de la même ligne est en service, il faut répéter les opérations décrites dans les º1 et 2 relatives au robot pour les robots suivants. Seul le régalge de l'offset de recouvrement diffère :
Réglage de l'offset de recouvrement
- Définir une position commune (entre le robot mis en service le robot suivant) comme référence.
Ajuster l'offset de recouvrement du bras à mettre en service sur cette la position de référence
4 Réglages des valeurs de positions
Réglage des valeurs des positions
- Introduire les valeurs des distances des positions de manière précise.
Mettre à jour les distances dans le VKServer en utilisant la commande du menu Hoists : read positions distances from PLC.
5 Test des interfaces
Test de l'interfaces de couvercles
En mode semi ou auto, faire un mouvement de montée / descente sur chaque position équipée d'un couvercle pour tester l'interface.
Test de l'interface des agitations
En mode semi ou auto, faire un mouvement de montée / descente sur chaque position équipée d'une agitation pour tester l'interface.
Test de l'interface des transferts
- En mode semi ou auto, déplacer le robot sur le transfert, puis dès le départ du mouvement du robot :
· Contrôler que le transfert ne peut pas se déplacer (verrouillage)
- En mode semi ou auto, déplacer le transfert, puis dès le départ du mouvement du transfert :
· Contrôler que le robot ne peut pas se déplacer sur le transfert (verrouillage)
6 Test des anti-collisions
Test dans le sens en " avant ? en mode Automatique
- Positionner tous les robots de la même ligne sur la position correspondant à leur limite logique en arrière.
- Déplacer le premier robot de position en position et contrôler que les robots suivants soient dégagés correctement.
Lorsque le premier robot a atteint sa limite logique en avant, continuer avec le deuxième robot, etc.
Test dans le sens en " arrière ? en mode Automatique
- Positionner tous les robots de la même ligne sur la position correspondant à leur limite logique en avant.
- Déplacer le dernier robot de position en position et contrôler que les robots précédents soient dégagés correctement.
Lorsque le dernier robot a atteint sa limite logique en arrière, continuer avec le robot précédent, etc.
Répéter le test pour chaque ligne de l'installation.
7 Test de la sécurité
Tester la fonctionnalité du détecteur de position occupée.
Tester un arrêt mouvement en pleine vitesse (attention à respecter les caractéristiques du constructeur).
8 Test du positionnement
Attention : ne pas exécuter ce test avec des bouclards, tonneaux ou autres supports qui seraient en contact avec les bains s'il y a de la chimie dans les bains. Risque de pollution !
- Crée un programme de test allant dans toutes les positions
- Sélectionner dans le VKServer \ Systems parameters \ Repeat Load
- Mettre le programme et la gare en mode automatique
- Charger le programme de test
- Surveiller les mouvements des robots.
9 Optimisation des anticipations
- Régler les paramètres suivants :
- Distance d'arrêt anticipé de l'agitation
- Distance d'arrêt anticipé de l'agitation avant prise
- Distance d'ouverture anticipée des couvercles
- Distance d'ouverture anticipée du bac d'égouttage
Afin que les mouvements des robots ne soient pas retardés, mais tout en conservant un temps maximum d'agitation.
Interface avec le contrôleur de transporteur CB25FPLA
Le contrôleur de transporteur CB25FPLA est un contrôleur pour robot spécial. Il permet de transporter des paniers à l'aide de crochets. Pour se déplacer horizontalement, les crochets doivent être en-haut. C'est pout cela que ce transporteur ne se déplace horizontalement qu'en haut.
Le principe pour prendre une charge est de se décaler du centre de la position, descendre, se centrer puis prendre la charge. Pour la dépose c'est le même principe, aller sur une position, descendre puis se décaler et remonter.
Le CB25FPLA a une autre spécialité c'est le transport de 2 paniers en même temps: un petit panier à l'intérieur d'un grand panier. Sur certaines positions de la machine, le petit panier doit être extrait du grand panier pour continuer.
Les registres d'échange
Les registres de commande et de statut sont définis comme suit:
|
Registre |
Type |
Direction |
Description |
|
0 |
DWORD |
VK->PLC |
Hoist command: Bit 0 : Hoist command Bit 1 : Hoist command Bit 2 : Hoist command Bit 3 : Hoist command Bit 4 : ON if next movement is a lift command (UP or DOWN movement). Bit 5 : ON when horizontal movement is without rack holder (jig). Bit 6 : ON for small basket OFF for big basket Bit 7 : Movement data Bit 8 : Movement data Bit 9 : Movement data Bit 10 : Movement data Bit 11 : Movement data Bit 12 : Movement data Bit 13 : Movement data Bit 14 : Movement data Bit 15 : Trigger new command Bit 16 : Reset buffer Bit 17 : Program is in AUTO mode Bit 18 : Extraction of small basket from big one Bit 19 : Reintroduction of small basket into big one Bit 20..Bit 31: (reserve) |
|
1 |
DWORD |
VK->PLC |
Hoist equipement command : Bit 0 : Barrel rotation type Bit 1 : Barrel rotation type Bit 2 : Barrel rotation type Bit 3 : Barrel rotation type Bit 4 : ON if drip tray must be in closed position Bit 5.. Bit 31 : (reserve) |
|
2 |
DWORD |
PLC->VK |
Hoist Status : Bit 0 : Hoist mode Bit 1 : Hoist mode Bit 2 : Hoist mode 0=OFF 1=Manual 2=Semi-auto 4=Automatic Bit 3 : ON when hoist is ready to accept new command Bit 4 : ON when a blocking alarm is pending (register 3 is not empty) Bit 5 : ON when drip tray is in closed position Bit 6 : ON when hoist is moving horizontaly Bit 7..14 : Logical horizontal position of the hoist (0..255) Bit 15 : Trigger command terminated Bit 16 : ON when lift 1 is in low vertical position Bit 17 : ON when lift 1 is in upper vertical position Bit 18 : ON when lift 1 is lowering Bit 19 : ON when lift 1 is lifting Bit 20 : ON when lift 1 is in intermediate vertical position Bit 21 : ON when clip on lift 1 is closed (clipped) Bit 22 : ON when hoist is agitating Bit 23 : ON when lift 1 is in HLiftout vertical position Bit 24..Bit 28 : (reserve) Bit 29 : ON when hoist is shifted Bit 30 : (reserve) Bit 31 : (reserve) |
|
3 |
DWORD |
PLC->VK |
Alarm bits. Program should go to STOP mode: Bit 0..31 : Alarm indication |
|
4 |
DWORD |
PLC->VK |
Warning bits. Program continue in AUTO mode: Bit 0..31 : Warning indication |